Геометрические размеры
Геометрические размеры фундаментов — Строительные СНИПы, ГОСТы, сметы, ЕНиР,
4.3. Монолитные фундаменты рекомендуется проектировать ступенчатого типа, плитная часть которых имеет от одной до трех ступеней.4.4. Все размеры фундамента следует принимать кратными 300 мм (3 М в соответствии с ГОСТ 23478-79) из условия их изготовления с применением инвентарной щитовой опалубки.При соответствующем обосновании в случае массового применения или для отдельных индивидуальных фундаментов разрешается принимать размеры, кратные 100 мм в соответствии с ГОСТ 23477-79.4.5. При центральной нагрузке подошву фундамента следует принимать квадратной.При внецентренной нагрузке, соответствующей основному варианту нагружения, подошву рекомендуется принимать прямоугольной с соотношением сторон не менее 0,6.4.6. Высота фундамента h назначается с учетом глубины заложения подошвы и уровня обреза фундамента. Обрез фундамента железобетонных колонн зданий следует принимать, как правило, на отметке 0,15 для обеспечения условий выполнения работ нулевого цикла.4.7. Рекомендуемые размеры сечений подколонников, высот фундаментов и плитной части, а также подошвы приведены в табл. 4.
Таблица 4
| Эскиз фундамента | Р И С У Н О К | |||||||||
| Модульные размеры фундамента, м, при модуле, равном 0,3 | ||||||||||
| соответственно hpl | подошвы | подколонника | ||||||||
| h | hpl | h2 | h3 | h4 | квадратной b □ l | прямоугольной b □ l | подрядовые колонныbcf□ lcf | под колонны в температурных швах bcf□ lcf | ||
| 1,5 | 0,3 | 0,3 | — | — | 1,5□1,5 | 1,5□1,8 | 0,6□0,6 | 0,6□1,8 | ||
| 1,8 | 0,6 | 0,3 | 0,3 | — | 1,8□1,8 | 1,8□2,1 | 0,6□0,9 | 0,9□2,1 | ||
| 2,1 | 0,9 | 0,3 | 0,3 | 0,3 | 2,1□2,1 | 1,8□2,4 | 0,9□0,9 | 1,2□2,1 | ||
| 2,4 | 1,2 | 0,3 | 0,3 | 0,6 | 2,4□2,4 | 2,1□2,7 | 0,9□1,2 | 1,5□2,1 | ||
| 2,7 | 1,5 | 0,3 | 0,6 | 0,6 | 2,7□2,7 | 2,4□3,0 | 0,9□1,5 | 1,8□2,1 | ||
| 3,0 | 1,8 | 0,6 | 0,6 | 0,6 | 3,0□3,0 | 2,7□3,3 | 1,2□1,2 | 2,1□2,1 | ||
| 3,6 | — | — | — | — | 3,6□3,6 | 3,0□3,6 | 1,2□1,5 | 2,1□2,4 | ||
| 4,2 | — | — | — | — | 4,2□4,2 | 3,3□3,9 | 1,2□1,8 | 2,1□2,7 | ||
| Далее с | — | — | — | — | 4,8□4,8 | 3,6□4,2 | 1,2□2,1 | — | ||
| 5,4□5,4 | 3,9□4,5 | 1,2□2,4 | — | |||||||
| шагом 0,3 м или 0,6 м | — | — | — | — | — | 4,2□4,8 | 1,2□2,7 | — | ||
| — | — | — | — | — | 4,5□5,1 | — | — | |||
| — | — | — | — | — | 4,8□5,4 | — | — | |||
| — | — | — | — | — | 5,1□5,7 | — | — | |||
| — | — | — | — | — | 5,4□6,0 | — | — | |||
4.8. Сопряжение фундамента с колонной выполняется монолитным для фундаментов под монолитные колонны (черт. 25, а) и стаканным для сборных или монолитных фундаментов под сборные колонны (черт. 25, б, в).
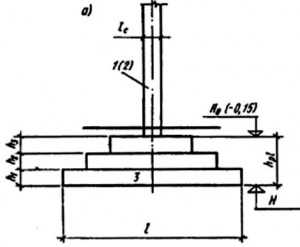
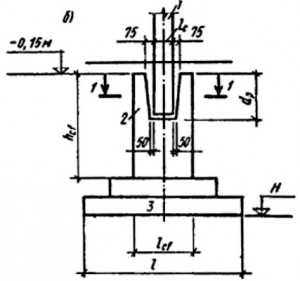 Черт. 25. Сопряжение фундамента с колоннойа — монолитной; б и в — сборной; 1 — колонна; 2 — подколонник; 3 — плитная часть фундамента
Черт. 25. Сопряжение фундамента с колоннойа — монолитной; б и в — сборной; 1 — колонна; 2 — подколонник; 3 — плитная часть фундамента
4.9. Стакан под двухветвевые колонны с расстоянием между наружными гранями ветвей не более 2400 мм выполняется общим под обе ветви, с расстоянием более 2400 мм — раздельно под каждую ветвь. Под колонны в температурных швах также рекомендуется выполнять раздельные стаканы.Размеры стакана для колони следует назначать из условия обеспечения необходимой глубины заделки колонны в фундамент и обеспечения зазоров, равных 75 мм по верху и 50 мм по низу стакана с каждой стороны колонны (см. черт. 25).4.10. Глубина стакана dp принимается на 50 мм больше глубины заделки колонны dс, которая назначается из следующих условий:для типовых колонн — по данным рабочей документации;для индивидуальных прямоугольных колонн — по табл. 5, но не менее, чем по условиям заделки рабочей арматуры колонн, указанным в табл. 6;для двухветвевых колонн:при ld □ 1,2 м dc = 0,5 + 0,33 ld , (109)
но не более 1,2 м,где ld — ширина двухветвевой колонны по наружным граням;при ld < 1,2 м как для прямоугольных колонн, с бульшим размером сечения lc, равно:lc = ld [1 — 0,8 (ld — 0,9)] , (110)но во всех случаях не менее величин, указанных в табл. 6 и не более 1,2 м.
Таблица 5
| Отношение толщины стенки стакана к высоте верхнего уступа фундамента t/hcf | Глубина заделки колоннпрямоугольного сечения dcпри эксцентриситете продольной силы | |
| или глубине стакана t/dp (см. черт. 7) | e0□ 2lc | e0□ 2lc |
| □ 0,5 | lc | lc |
| □ 0,5 | lc | lc + 0,33 (lc — 2t)(e0/lc — 2) ,причем lc□ dc□ 1,4 lc |
Таблица 6
| Класс рабочей арматуры | Колонна | Глубина заделки рабочей арматуры dс при проектном классе бетона | |
| В15 | В20 | ||
| А-III | Прямоугольного сечения | 30d (18d) | 25d (15d) |
| Двухветвевая | 35d (18d) | 30d (15d) | |
| A-II | Прямоугольного сечения | 25d (15d) | 20d (10d) |
|
| Двухветвевая | 30d (15d) | 25d (10d) |
П р и м е ч а н и я: 1. d — диаметр рабочей арматуры.2. Значения в скобках относятся к глубине заделки сжатой рабочей арматуры.3. Длина заделки может быть уменьшена в случаях:а) неполного использования расчетного сечения арматуры длину заделки допускается принимать lanN/RsAs , но не менее чем для стержней в сжатой зоне, где N — усилие, которое должно быть воспринято анкеруемыми растянутыми стержнями, а RsAs — усилие, которое может быть воспринято;б) приварки к концам рабочих стержней анкерных стержней или шайб (черт. 26).
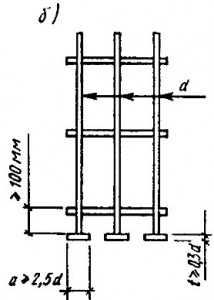 Черт. 26. Детали анкеровки рабочей арматурыа — анкеровка дополнительным стержнем; б — анкеровка шайбойПри этом шайбы должны рассчитываться на усилие, равное
Черт. 26. Детали анкеровки рабочей арматурыа — анкеровка дополнительным стержнем; б — анкеровка шайбойПри этом шайбы должны рассчитываться на усилие, равное
N = 15dan Rs As / la / (111)
4.11. Глубину заделки двухветвевых колонн необходимо проверять также по анкеровке растянутой ветви колонны в стакане фундамента.Глубину заделки растянутой ветви двухветвевой колонны в стакане необходимо проверять по плоскостям контакта бетона замоноличивания:с бетонной поверхностью стакана — по формуле
dc □ Np / □[2 (ld + 0,1) + hc□ bc□] Ran□□ ; (112)
с бетонной поверхностью ветви колонны — по формуле
dc □ Np / 2 (bc□ + hc□) Ran□□ . (113)
В формулах (112), (113):dc — глубина заделки двухветвевой колонны, м;Np — усилие растяжения в ветви колонны, тс;hc□, bc□ — размеры сечения растянутой ветви, м;Ran□, Ran□□ — величина сцепления бетона, принимаемая по табл. 7, тс/м2.
Таблица 7
| Опалубка | Величина сцепления по плоскостям контакта бетона замоноличивания с бетоном | |
| стенок стакана Ran□ | ветви колонны Ran□□ | |
| Деревянная | 0,35 Rbt | 0,40 Rbt |
| Металлическая | 0,18 Rbt | 0,20 Rbt |
П р и м е ч а н и е. Величина Rbt относится к бетону замоноличивания.4.12. Минимальную толщину стенок неармированного стакана поверху следует принимать не менее 0,75 высоты верхней ступени (подколонника) фундамента или 0,75 глубины стакана dp и не менее 200 мм.В фундаментах с армированной стаканной частью толщина стенок стакана определяется расчетом по пп. 2.34, 2.35 и принимается не менее величин, указанных в табл. 8.
Таблица 8
| Толщина стенок стакана t, мм | |||
| Направление усилия | колонны прямоугольного сечения с эксцентриситетом продольной силы | двухветвевойколонны | |
| e0□ 2lc | e0□ 2lc | ||
| В плоскости изгибающего момента | 0,2 lc, но не менее 150 | 0,3 lc, но не менее 150 | 0,2 ld, но не менее 150 |
| Из плоскости изгибающего момента | 150 | 150 | 150 |
4.13. Толщину дна стакана фундаментов следует принимать не менее 200 мм.4.14. Для опирания фундаментных балок на фундаментах следует предусматривать столбчатые набетонки, которые выполняются на готовом фундаменте. Крепление набетонок к фундаменту рекомендуется осуществлять за счет сцепления бетона с предварительно подготовленной поверхностью бетона фундамента (насечки) или приваркой анкеров к закладным изделиям, или с помощью выпусков арматуры, предусмотренных в теле фундамента (при отношении высоты набетонки к ее меньшему размеру в плане □ 15).
snip1.ru
геометрические размеры поперечного сечения - это... Что такое геометрические размеры поперечного сечения?
геометрические размеры поперечного сеченияMakarov: cross-sectional dimensions
Универсальный русско-английский словарь. Академик.ру. 2011.
- геометрические размеры
- геометрические свойства поперечных сечений
Смотреть что такое "геометрические размеры поперечного сечения" в других словарях:
габаритные размеры — 3.5 габаритные размеры: Размеры, определяющие предельные внешние (или внутренние) очертания изделия. 3.6 Источник: ГОСТ 2.307 2011: Единая система конструкторской документации. Нанесение размеров и предельных отклонений … Словарь-справочник терминов нормативно-технической документации
ГОСТ 22833-77: Характеристики самолета геометрические. Термины, определения и буквенные обозначения — Терминология ГОСТ 22833 77: Характеристики самолета геометрические. Термины, определения и буквенные обозначения оригинал документа: 3. Базовая ось самолета ORXR Прямая, расположенная в базовой плоскости самолета, проходящая через базовую точку… … Словарь-справочник терминов нормативно-технической документации
профиль — 3.13 профиль: Часть жалюзи роллеты в форме полос любой конфигурации, из которых формируется полотно. Источник: ГОСТ Р 52503 2005: Жалюзи роллеты. Методы испытаний на устойчивость к взлому и пулестойкость … Словарь-справочник терминов нормативно-технической документации
точность — 3.1.1 точность (accuracy): Степень близости результата измерений к принятому опорному значению. Примечание Термин «точность», когда он относится к серии результатов измерений, включает сочетание случайных составляющих и общей систематической… … Словарь-справочник терминов нормативно-технической документации
Средняя — периодическое увлажнение пола, при котором поверхность покрытия пола влажная или мокрая; покрытие пола пропитывается жидкостями. Источник: МДС 31 12.2007: Полы жилых, общественных и производственных зданий с применением м … Словарь-справочник терминов нормативно-технической документации
АВИАЦИОННО-КОСМИЧЕСКИЕ КОНСТРУКЦИИ — Здесь рассматриваются основные (силовые) элементы конструкций самолетов и воздушно космических летательных аппаратов, современные материалы и важные конструктивные особенности авиационно космической техники. ОСНОВНЫЕ ОСОБЕННОСТИ КОНСТРУКТИВНЫХ… … Энциклопедия Кольера
ГОСТ Р МЭК 62127-1-2009: Государственная система обеспечения единства измерений. Параметры полей ультразвуковых. Общие требования к методам измерений и способам описания полей в частотном диапазоне от 0,5 до 40 МГц — Терминология ГОСТ Р МЭК 62127 1 2009: Государственная система обеспечения единства измерений. Параметры полей ультразвуковых. Общие требования к методам измерений и способам описания полей в частотном диапазоне от 0,5 до 40 МГц оригинал документа … Словарь-справочник терминов нормативно-технической документации
Общее — F.1. Общее В настоящем стандарте приводится большое число общих требований, которые могут или не могут быть применены в отношении отдельной машины. Поэтому простое, без квалифицированной оценки утверждение о соответствии оборудования всем… … Словарь-справочник терминов нормативно-технической документации
ВВЭР-1000 — Монтаж корпуса реактора ВВЭР 1000 на Балаковской АЭС Тип реактора водо водяной … Википедия
отбор — 05.02.18 отбор (радиочастотная идентификация) [selection]: Операция запроса ответа конкретной радиочастотной метки или группы радиочастотных меток, осуществляемая устройством считывания/опроса. Источник … Словарь-справочник терминов нормативно-технической документации
РАЗМЕРНЫЕ ЭФФЕКТЫ — явления в тв. телах, наблюдающиеся в условиях, когда размеры исследуемого образца сравнимы с одной из характерных длин длиной свободного пробега l носителей заряда, длиной волны де Бройля l, диффузионной длиной и т. п. Различают классич. и квант … Физическая энциклопедия
universal_ru_en.academic.ru
Геометрические размеры и поворотная способность ходовой части
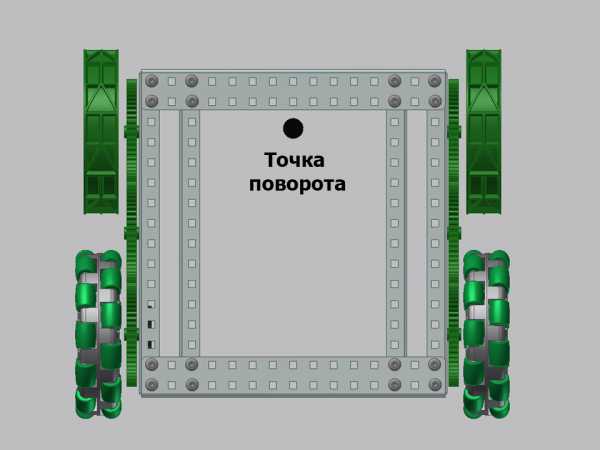
Как говорилось выше, одним из наиболее распространенных типов ходовой части робота является ходовая часть с возможностью однобортного управления. Ходовая часть этого типа состоит из двух независимых комплектов ведущих колес, по одному комплекту с каждой стороны шасси. Посредством управления скоростью каждой отдельной стороны достигается способность робота поворачивать по дуге. Эта ходовая часть также позволяет выполнять поворот нулевого радиуса (крутиться на месте). Для этого обе стороны должны двигаться с одинаковой скоростью в противоположных направлениях.
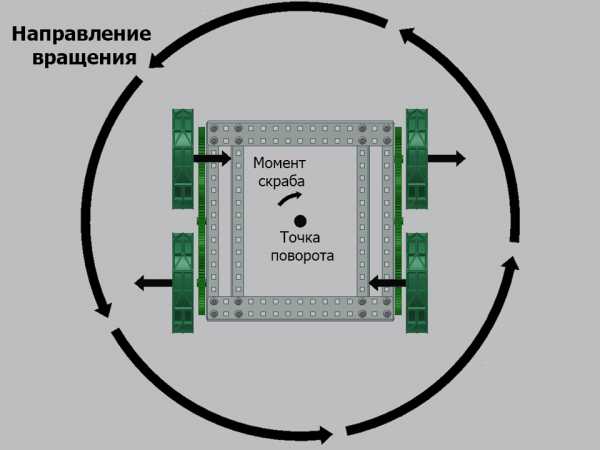
Одним из главных качеств ходовой части является ее поворотная способность. Поворотная способность ходовых частей зависит от двух основных характеристик: поворотный момент и поворотный скраб.
Поворотный момент - это крутящий момент, возникающий вокруг точки поворота и обеспечивающий выполнение роботом поворота.
Поворотный скраб - это трение, противодействующее повороту робота. Поворотный скраб возникает в результате бокового волочения колес по земле при выполнении роботом поворотного движения и сопротивляется этому движению. Поворотный скраб может также быть выражен как крутящий момент, возникающий вокруг точки поворота робота и противодействующий поворотному моменту.
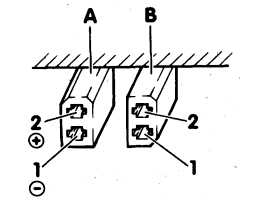
В типичной ходовой части с однобортным управлением (особенно там, где все колеса являются ведущими) ВСЕ колеса прилагают силу, чем способствуют возникновению поворотного момента, и ВСЕ они подвергаются боковому волочению, чем способствуют возникновению поворотного скраба. Чтобы понять этот процесс, можно представить себе робота в необычной конфигурации, изображенной ниже:
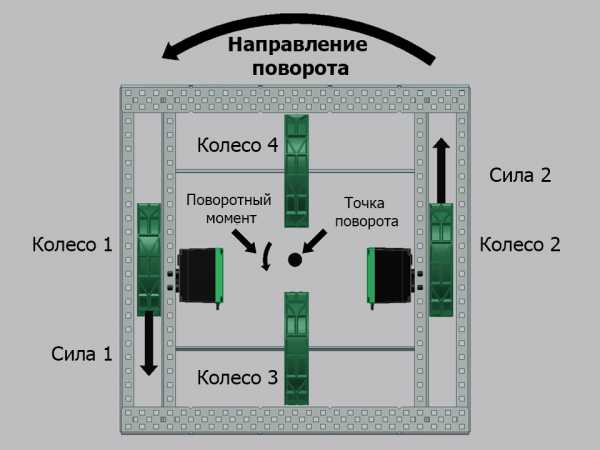
Здесь, колесо 1 и колесо 2 участвуют в создании поворотного момента. Каждое из них прикладывает линейную силу (сила 1 и сила 2), создающую крутящий момент вокруг точки поворота. Это колеса не не подвергаются волочению при выполнении роботом поворота, поэтому они не способствуют возникновению поворотного скраба.
Колесо 3 и колесо 4 не участвуют в создании поворотного момента, но они скользят в сторону при выполнении роботом поворота и тем самым вносят существенный вклад в возникновение поворотного скраба. Сила 3 и сила 4 - это силы трения, действующие между колесами и поверхностью и способствующие возникновению поворотного скраба.
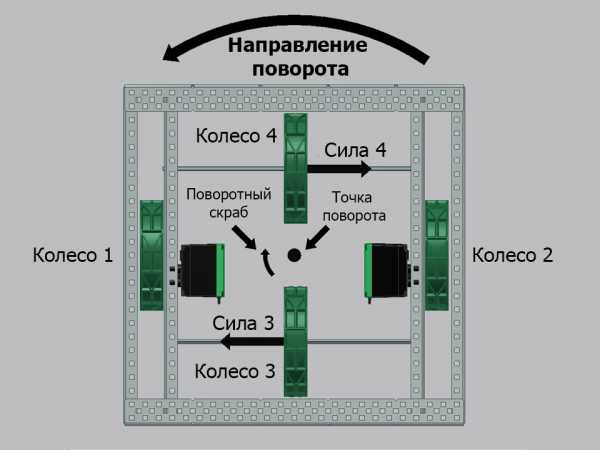
В более традиционной конфигурации ходовой части все колеса участвуют в создании поворотного момента и в возникновении поворотного скраба:
Из рисунка, представленного выше, видно, что все четыре колеса участвуют в создании поворотного момента, и все четыре колеса способствуют возникновению поворотного скраба. Каждое колесо прикладывает некоторую силу, способствующую выполнению роботом поворота, и каждое колесо скользить в сторону, чем способствует возникновению некоторого трения при волочении.
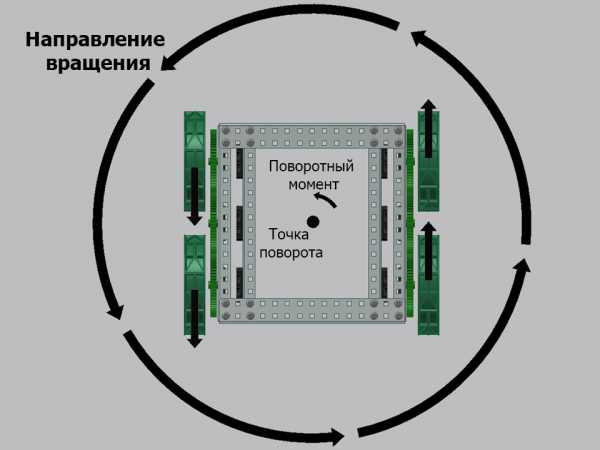
Поворотный момент и поворотный скраб - это два крутящих момента, возникающих вокруг точки поворота робота. Как уже обсуждалось в Блоке 7, крутящий момент является вращающей силой, определяемой линейной силой, действующей на расстоянии от центра вращения. На схемах ниже показано, как сила трения колеса, катящегося вперед, способствует возникновению поворотного момента робота, и как сила трения колеса, скользящего в сторону, способствует возникновению поворотного скраба робота.
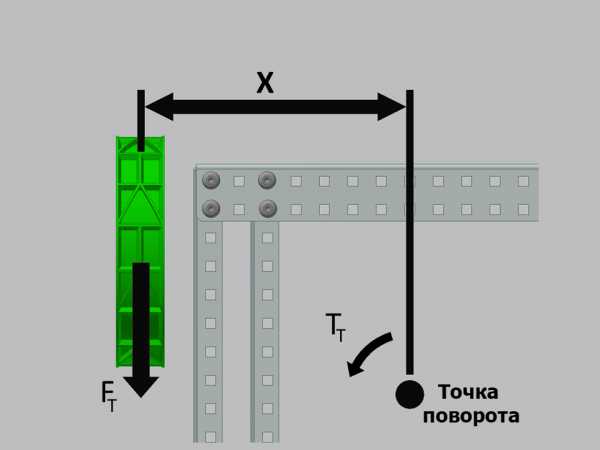
Из схемы видно, что поворотный момент возникает за счет силы трения колеса, действующей на расстоянии от точки поворота.
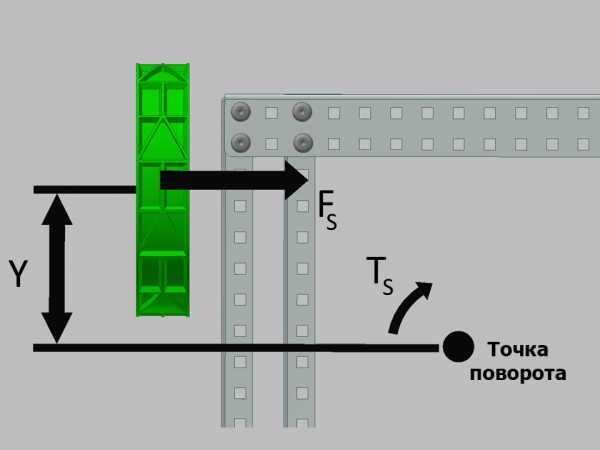
Из схемы видно, что поворотный скраб возникает за счет действия силы колеса, направленной вокруг точки поворота.
Если в ходовой части на поверхности земли находится несколько колес, все эти колеса задействованы, в зависимости от их расположения на ходовой части относительно точки поворота.
ПРОЕКТИРОВАНИЕ ПОВОРАЧИВАЕМОЙ ХОДОВОЙ ЧАСТИ:
После знакомства с основами поворотного момента, а также его влияния на поворотную способность робота, учащиеся могут приступить к изучению возможностей их применения для усовершенствования поворотной способности робота.
Как можно уменьшить поворотный скраб?
Поворотный скраб возникает под действием силы трения, вызванной боковом скольжением колеса по поверхности пола. Поворотный скраб может быть уменьшен посредством уменьшения этой силы трения, а также путем сокращения расстояния между колесом и точкой поворота.
По аналогии, поворотный момент может быть увеличен обратным методом, путем увеличения силы трения или расстояния от точки поворота.
Необходимо обратить внимание на то, что для того, чтобы уменьшить поворотный скраб, необходимо уменьшить трение колеса в направлении «влево/вправо». Чтобы увеличить поворотный момент, необходимо увеличить трение колеса в направлении «вперед/назад». Очень сложно управлять трением колеса в одном направлении, не воздействуя при этом на другое, поэтому, как правило, самым лучшим методом усовершенствования поворотной способности робота является изменение геометрических размеров шасси.
Тем не менее, проектировщики должны учитывать, что всенаправленные колеса обладают НУЛЕВЫМ боковым трением. Это означает, что ходовая часть с роликонесущими колесами НЕ имеет поворотного скраба, создаваемого колесами. Ходовая часть, ВСЕ колеса которой являются роликонесущими, обладает практически НУЛЕВЫМ поворотным скрабом!
Интересно то, что точка поворота ходовой части с двумя роликонесущими и двумя ведущими колесами будет находиться точно между двумя ведущими колесами. Такая ходовая часть также не имеет поворотного скраба, так как ведущие колеса не будут скользить в сторону.
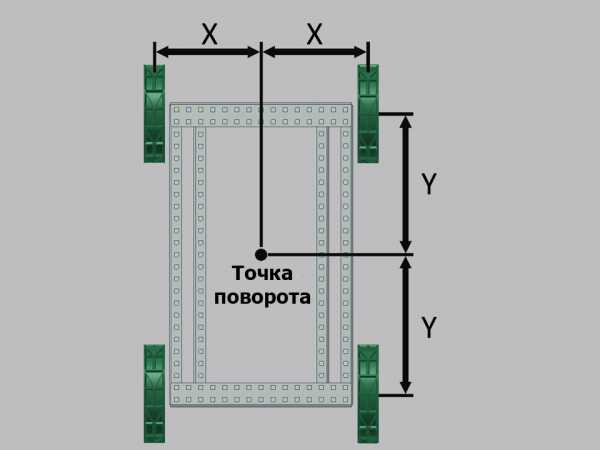
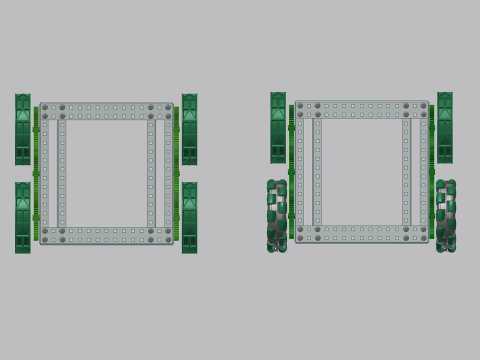
Из примера, представленного выше, видно, что конфигурация ходовой части узкая и длинная. Данная конфигурация обладает плохими поворотными характеристиками из-за малого поворотного момента и большого поворотного скраба.
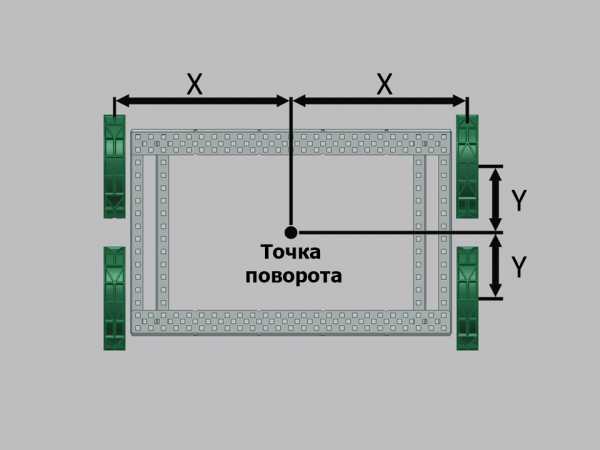
Из примера, представленного выше, видно, что конфигурация ходовой части широкая и короткая. Данная конфигурация обладает очень хорошими поворотными характеристиками из-за большого поворотного момента и малого поворотного скраба.
Все примеры, представленные выше, являются упрощенной иллюстрацией основных концепций. Еще одним важным фактором, влияющим на динамику системы, является расположение точки поворота. Во всех примерах, рассмотренных ранее, точка поворота находилась точно в центре робота. Но в реальности это не всегда так.
Точка поворота может смещаться в зависимости разницы между колесами (передние vs. задние; или левые vs. правые). В основном причиной является трение между каждым отдельным колесом и поверхностью пола. Как уже обсуждалось ранее, трение зависит от массы, опирающейся на колеса, а также от коэффициента трения колес. Это означает, что если значительная часть массы размещается в передней части робота, точка поворота также сместится вперед.
Тяговое усилие разных колес и размещение массы робота оказывают большое влияние на расположение точки поворота, а также на поворотный момент и поворотный скраб робота.
Чтобы усовершенствовать робота, необходимо настроить три вещи: геометрические параметры шасси (узкая или широка, длинная или короткая), разницу коэффициента трения для различных колес (прежде всего, вперед/назад) и расположение центра тяжести робота.
vex.examen-technolab.ru
Геометрический размер - деталь - Технический словарь Том VII
Геометрические размеры деталей ( толщина, линейные размеры), с увеличением которых возрастает абсолютная величина погрешностей штамповки. Геометрические размеры детали с покрытием замеряют общим мерительным инструментом. Толщина покрытия может быть определена как разница между поперечными размерами изделия с покрытием и без него, а также прямым определением с помощью толщиномеров различных классов. Толщина покрытия в любой измеряемой точке должна быть не менее минимальной толщины, установленной в нормативной технической документации на изделие с учетом абсолютной погрешности измерения. Равномерность толщины определяется по разности максимальной и минимальной толщины в измеряемых точках, которая должна укладываться в установленный допуск. При применении образцов-свидетелей в качестве контрольного метода измерения толщины может использоваться металлографический метод. Толщину покрытия определяют на поперечном шлифе при 200-кратном увеличении с помощью металлографических микроскопов различных типов. Производят не менее пяти измерений по наибольшим выступам профиля слоя покрытия по всей длине шлифа. Толщина покрытий равна среднему арифметическому пяти измерений. При этом толщина покрытия в любой измеряемой точке не должна быть меньше минимальной, установленной технической документацией. Туннельная горелка предварительного смешения. Геометрические размеры деталей смесителя: диффузора 2, конфузора 3 и кратера 6 - были рассчитаны на основании данных о типовых горелках [6], с учетом планируемой производительности. Угол с вершиной в центре сопла, опирающийся на диаметр кратера, равнялся приблизительно 5, что обеспечивало хорошее перемешивание компонентов. Геометрические размеры деталей цилиндрических опор и моменты трения рассчитывают по следующим основным формулам. На геометрические размеры деталей установлены жесткие допуски. Нарушение геометрических размеров деталей происходит вследствие механического износа материала, образования трещин в стенках технологического трубопровода, подверженного вибрации. Контроль геометрических размеров деталей, обработанных на металлорежущих станках, сводится к измерению длин и углов. Отладка геометрических размеров детали ведется, как правило, за счет перемещения самого инструмента или инструмента вместе с державкой относительно обрабатываемой детали, а также за счет перестановки или регулирования различных упоров. Задаваясь геометрическими размерами деталей данного уровнемера, находим интересующие величины. Теоретический kT и эффективные k3 коэффициенты концентрации напряжений для случая изгиба цилиндрического вала с выточкой, изготовленного из материалов различной прочности ( по Бухнеру. При сохранении геометрических размеров детали номинальные напряжения сгнол ( в детали остаются одинаковыми. Классификация основных операций холодной листовой штамповки.| Структурная схема АК. При формоизменяющих операциях геометрические размеры детали изменяются не только в плоскости, но и в пространстве; отходы при этом не образ ются. При комбинированном штамповке в одном штампе совмещаются две технологические операции или несколько. Износ характеризуется уменьшением геометрических размеров детали и ее массы, изменением формы, появлением неровностей на ее поверхности, изменением механических качеств материала детали. Износ в машинах тесно - - связан с качеством и частотой обработки материалов деталей, из которых они изготовлены, с трением и смазкой, правильной сборкой и эксплуатацией.Однако правильным выбором геометрических размеров деталей преобразователя, с учетом их температурного коэффициента расширения, можно радикально уменьшить температурную погрешность.Поскольку ограничивающими факторами являются геометрические размеры детали, станки по своим размерным параметрам образуют размерный ряд, причем в качестве основного параметра, характеризующего ряд, выбраны размеры стола. В связи с однородным технологическим назначением этот ряд включает в себя копи-ровально-прошивочные станки, работающие как по электроимпульсному, так и электроискровому методам.Монтажная неуравновешенность определяется сочетанием геометрических размеров входящих деталей, перекосом внутреннего кольца шарикоподшипника, радиальным биением беговых дорожек, разноразмерностью по толщине регулировочных шайб и прокладок, величиной осевого упругого люфта.В течение короткого времени самовосстанавливаются первоначальные геометрические размеры деталей, нормализуются параметры работы двигателя, увеличивается компрессия, уменьшается расход топлива и масла.После ремонта чистота поверхности и геометрические размеры деталей торцового уплотнения должны находиться в пределах допусков на изготовленные новые детали.После окончательного контроля по проверке геометрических размеров детали допускаются только операции по антикоррозионной обработке детали.Одним из простейших методов контроля геометрических размеров деталей является метод, основанный на дифракции света. Монохроматичность излучения лазера позволяет получить высококонтрастную дифракционную картину. К достоинствам дифракционных лазерных измерителей следует отнести: высокую точность, достигающую десятых долей процента, бесконтактный контроль, быстродействие, широкий диапазон измеряемых размеров, возможность автоматизации контрольных операций и активного воздействия на технологический процесс.Пооперационный контроль заключается в проверке геометрических размеров деталей, правильности подготовки кромок под сварку и соблюдения надлежащих зазоров между сопрягаемыми деталями до сварки. Ни один сварщик не может дать вполне, доброкачественного шва, если детали или узлы, подлежащие сварке, плохо собраны. Тщательному осмотру подвергаются также поверхности заготовок, отверстия под штуцера, люки и другие детали, с целью обнаружения каких-либо пропущенных или вновь появившихся дефектов.Калибры, скобы служат для проверки геометрических размеров деталей и изделий. Для того чтобы правильно разметить пиломатериал, необходимо сначала ознакомиться с чертежом, подготовить необходимые разметочные инструменты и материалы, подлежащие разметке. Разметку производят на верстаке либо на столе.Условия эксплуатации РЭА тяжелые: значительно изменяются геометрические размеры деталей, многие материалы становятся хрупкими, ухудшаются электрические параметры деталей и узлов, значительно возрастает вязкость жидкостей. Может происходить коррозия внутренних элементов РЭА при попадании мелкого сухого снега, запотевание шкал.Измерительные инструменты. о - штангенциркуль, б - кронциркуль, в - нутромер.| Разметочные инструменты. а - чертилки, 6 - кернер, в - циркуль, г - алфавитные клейма. Штангенциркулем ( рис. 58, о) контролируют геометрические размеры деталей, обработанных на металлорежущих станках, а также используют при производстве монтажно-сборочных работ.Гидравлический домкрат. Расчет винтовых и реечных домкратов сводится к определению геометрических размеров деталей и их элементов по заданной грузоподъемности и усилию рабочего на рукоятке. Элементы деталей проверяются на прочность по допускаемым напряжениям.Индуктивные датчики. а - с подвижным сердечником. б - с изменяющимся зазором магнитопровода.Емкостные датчики используются для анализа механических перемещений, геометрических размеров деталей, расстояний между деталями, состава физических смесей, вибраций, изменений уровня жидкости и других величин.При достижении четкой работы отдельных станков и получения геометрических размеров детали можно приступить к наладке всей автоматической линии на цикл.Допустимый в пределах научно обоснованных технологических норм разброс геометрических размеров деталей ламп и качества их предыдущей обработки дает разброс параметров ламп, укладывающийся в пределах, определяемых ТУ.При установлении математических соотношений между действующими силами, геометрическими размерами деталей конструкции, деформациями и силами упругости приходится прибегать к некоторым определенным допущениям и гипотезам о свойствах материалов и характере деформаций.Для установления математических соотношений между действующими силами, геометрическими размерами деталей конструкции, деформациями и силами упругости приходится прибегать к некоторым определенным допущениям и гипотезам о свойствах материалов и характере деформаций.Для установления математических соотношений между действующими силами, геометрическими размерами деталей конструкций, деформациями и силами упругости приходится прибегать к некоторым допущениям и гипотезам о свойствах материалов и характере деформаций.Вальцевание производится полуавтоматически, при этом обеспечивается высокая стабильность геометрических размеров детали и высокий класс чистоты поверхности. Кроме того, широко применяется штамповка взрывом, электрохимическая, виброполировальная, гидроабразивная и другие виды обработки, что обеспечивает высокую чистоту поверхности изделий почти свободной от напряжений, а применение полуавтоматической и автоматической рельефно-контактной, электронно-лучевой, импульсной и других прогрессивных способов сварки создает высокое качество соединений.Уход частоты генератора при изменении температуры происходит вследствие изменения геометрических размеров деталей и диэлектрической проницаемости изоляционных материалов, меняющих величины емкостей и индуктивностей.Индукционные датчики. а - импульсный. б - вибрационный. Емкостные датчики используются при измерении линейных и угловых перемещений, геометрических размеров деталей, расстояния между деталями, состава физических смесей, параметров вибраций, уровня жидкостей и других величин.Периодическая и разовая - для оценки состояния металла, проверки геометрических размеров деталей и гидравлической плотности пароводяного тракта. Назначение периодической диагностики - профилактический контроль и оценки износа деталей и узлов котла через определенные промежутки времени. При разовой, как правило, проводятся углубленные и подробные исследования, позволяющие получить объективную информацию и объяснить процессы, приводящие к повышенному износу. Принципы формирования каждого вида диагностики неодинаковы. Текущий контроль процессов, определяемые с его помощью параметры, приборный парк, методики измерений, точки контроля, к которым присоединяются КИП, определяются при разработке конструкции котла. Задачи диагностики в этом случае заключаются в том, чтобы при меняющихся условиях работы обеспечить оптимальные значения технико-экономических показателей. Возможно внесение изменений в первоначальные проектные решения при накоплении опыта эксплуатации, когда становится очевидной неэффективность диагностики. Периодичность оценки износа формируется на основании опыта эксплуатации и данных научно-технического прогресса.Допускаемые отклонения в размерах воздуховодов. Изготовлять воздуховоды следует особенно тщательно и необходимо обращать большое внимание на геометрические размеры деталей, так как технические условия допускают очень небольшие отклонения.Допускаемме отклонения в размерах воздуховодов. Изготовлять воздуховоды следует особенно тщательно, обращая при этом внимание на геометрические размеры деталей, так как технические условия допускают очень небольшие отклонения. В табл. 13 приведены допускаемые отклонения в отдельных геометрических размерах воздуховодов, установленных нормалями.
Изготовлять воздуховоды следует особенно тщательно, обращая при этом внимание на геометрические размеры деталей, так как технические условия допускают очень небольшие отклонения. В табл. 10 приведены допускаемые отклонения в отдельных геометрических размерах воздуховодов, установленных нормалями.Оптимальный режим термической обработки стали XI8, позволяющий получить высокую степень стабильности геометрических размеров деталей и наилучший комплекс механических свойств: подогрев до 850 С; окончательный нагрев до 1050 - 1070 С; охлаждение в масле, а затем до - 70 С и отпуск при 150 - 160 С.Между тем даже при абсолютно точном выдерживании величины Мкч и при отсутствии отклонений геометрических размеров деталей от номинальных, величина предварительного натяжения может колебаться в пределах 20 % лишь из-за разброса величины коэффициента трения на торце гайки и в особенности в резьбе, зависящих от многих факторов.Программирование для комплекса станок - СЧПУ осуществляется путем записи на перфоленте информации о геометрических размерах детали.При изготовлении изделий ОТК предприятий проводит сплошной или выборочный контроль технических эксплуатационных показателей и геометрических размеров деталей. Настало время, когда на предприятиях машиностроения должны контролироваться и показатели надежности.Вместе с тем бросается в глаза, что ни один из символов не отображает геометрических размеров деталей. Более того, условные обозначения на принципиальных схемах не могут дать представления о конфигурации и конструкции реальных деталей.Диаграммы громкости чистых тонов.| Различные типы конструкций лопаток вентиляторов. Наиболее вероятными причинами низкочастотных колебаний являются неуравновешенность вращающихся масс, несоосность приводов, нарушение соотношений геометрических размеров деталей и узлов машин и механизмов, периодические силы, возникающие при рабочем процессе от переменного магнитного поля. Колебания в среднечастотном диапазоне обусловлены высшими гармониками магнитных сил и сил, возбуждаемых неуравновешенностью ротора, нарушением геометрии кинематических пар, динамическим взаимодействием элементов ротора и статора. Колебания в высокочастотном диапазоне обусловлены гармониками электромагнитных сил зубцового порядка.Так, в основе дефектации оборудования КС, как правило, лежит проведение периодического контроля геометрических размеров деталей с помощью проверочных и измерительных инструментов и приспособлений. Проведение таких измерений в полном объеме возможно только при разборке ГПА и невозможно во время эксплуатации. Как правило, во время эксплуатации затруднено применение и физических методов дефектоскопии.Пооперационный контроль и контроль готовых двигателей включают в себя три группы измерений: 1) измерение геометрических размеров деталей и узлов, биения вала, люфтов, зазоров и др.: 2) измерение механических параметров микромашины - вращающего момента, частоты вращения и ее стабильности; 3) измерение электрических параметров - сопротивления изоляции, потребляемых токов, чувствительности датчиков и др. Первая и третья групп.Время прогрева впрыскиваемой порции зависит не только от времени цикла изготовления изделия, но также от геометрических размеров деталей обогревательного цилиндра.Основными факторами, определяющими выбор оптимального технологического процесса изготовления поковок для последующей механической обработки, являются: конфигурация и геометрические размеры детали, соотношение размеров ее отдельных элементов, марка стали или другого металла и сплава, технические требования к изготовлению, масштаб и конкретные производственные условия.Это обстоятельство является весьма ценным качеством струнного преобразователя, поскольку он может быть широко использован для контактного метода измерения геометрических размеров деталей малой жесткости.Распределение температуры по глубине нагреваемой детали-определяется глубиной проникновения тока, теплопроводностью стали, скоростью нагрева, температурой поверхности, геометрическими размерами детали.
www.ai08.org
Геометрические размеры - Справочник химика 21
Геометрические размеры и основные показатели [c.153]Не следует противопоставлять химическую кинетику и химическую термодинамику. На основе термодинамических закономерностей проектировщик, инженер или исследователь устанавливает в целом наиболее благоприятную, с точки зрения выхода целевого продукта, область протекания химических реакций. Химическая же кинетика позволяет в термодинамически разрешенной области рассчитать концентрации (не равновесные, а кинетические) продуктов реакций, материальный баланс, геометрические размеры реакционных аппаратов и оптимизировать технологические параметры процессов. [c.15]
Выбор того или иного способа изготовления гибких элементов определяется соотношением их геометрических размеров, профилем волн и механическими свойствами металла. Эти факторы характеризуют способность заготовок получать те или иные деформации при их формоизменении, которые при небольших диаметрах гибких элементов обычно являются предельно допустимыми. Изготовление гибких элементов в холодном состоянии требует учета допустимой величины относительного удлинения применяемой стали, а при горячем пределы применения сталей по их пластичности,-.— учета влияния температуры на внутренние изменения в металле. Нанример, горячее гофрирование хромистых и хромоникелевых сталей в определенном интервале температур уменьшает их прочность, в связи с чем возможны разрывы заготовок или местные интенсивные утонения стенок гибкого элемента, что также приводит к браку изделия. [c.109]
Непосредственный обмер отобранных порций частиц измерительным инструментом применим для частиц 3 мм и выше [64]. Более редко используют седиментацию в жидкости — до 200 мкм и отдувку или седиментацию в газе — до 200 мкм. Для часТиц размером более 100 мкм очень удобно по нашему опыту ие-пользовать инструментальные микроскопы, которые позволяют определять не только средний диаметр, но и другие геометрические размеры отдельных зерен, необходимые для оценки их коэффициентов формы. Для определения дисперсного состава доменного кокса применяют сита большого размера с квадрат- [c.52]
Обеспечение взрывозащиты средств автоматики. Средства автоматики электрического исполнения, используемые в пожаровзрывоопасных цехах, должны иметь взрывобезопасное исполнение. Наиболее распространенное исполнение взрывозащищенных средств автоматики — взрывонепроницаемое, предусматривающее взрывозащиту корпуса, достигаемую устройством щели с заданными геометрическими размерами. Однако, несмотря на широкое распространение, взрывонепроницаемое исполнение не лишено ряда недостатков. Так, в процессе эксплуатации, особенно в условиях повышенной коррозии (например, при добыче нефти с большим содержанием сероводорода), взрывозащитные поверхности корродируются. Поэтому геометрические размеры щелей нарушаются и взрывонепроницаемая оболочка не может предотвращать наружное воспламенение взрывоопасных смесей от заключенных в оболочке электрических частей. [c.179]
Элемент процесса мы будем называть единицей равновесия, если выходящие из него фазы находятся в термодинамическом равновесии. Для термодинамического равновесия таких фаз должно соблюдаться следующее условие размеры элемента процесса должны быть достаточными для достижения равновесия на входе. Поэтому геометрические размеры элемента процесса в числе данных, описывающих элемент процесса, излишни. [c.38]
В предыдущих разделах рассматривались простой и сложный элементы процесса. От геометрических размеров таких элементов требовалось только одно — чтобы покидающие элемент процесса фазы находились в равновесии. Теперь откажемся от этого требования и примем, что размеры аппарата известны и уходящие фазы не находятся в равновесии. Ниже будет показано, что эти ограничения не сказываются на числе степеней свободы. Несмотря на то, что выходящие фазы не находятся в равновесии, состояние их не может быть каким угодно. Оно не является независимым от условий [c.42]
Из изложенного следует, что в процессе проектирования число степеней свободы элемента процесса повышается за счет основных геометрических размеров или так называемых геометрических степеней свободы. Очевидно, при этом в расчет войдет еще один аддитивный член, так как максимально необходимое и достаточное число геометрических данных будет добавлено к величине Ь определяющего уравнения (4-1) без изменения при этом величины М. [c.43]
В этих формулах Си1 — экономический коэффициент -й амортизационной статьи с г — экономический коэффициент у-й эксплуатационной статьи Ум1 — основной геометрический размер, который оказывает влияние на -ю амортизационную статью Уд,- — технологическая переменная, которая оказывает влияние на /-ю эксплуатационную статью. [c.328]
Y Mi — переменная, выражающая основной геометрический размер [c.356]
При необходимости изготовления обечаек с точными геометрическими размерами по диаметру учитывают ряд факторов, влияющих на точность. Формула для определения длины развертки в этом случае имеет вид [c.17]
В конце процесса для придания всем волнам одинаковых геометрических размеров (калибрования) давление повышается на 20—25%, после чего производят сброс давлений раздачи и отвод гидравлического плунжера. [c.117]
Величина предела прочности смазок зависит от температуры и скорости нагружения. Другие факторы, например геометрические размеры испытуемого образца смазки, слабо сказываются на результатах испытания. Повышение температуры вызывает небольшое уменьшение предела прочности смазок. В сравнительно широком диапазоне температур (несколько десятков градусов) пределы прочности линейно убывают с повыщением температуры снижение обычно составляет 1—5% на 1 градус. Так, пределы прочности смазок при повышении температуры от 20 до 50 °С или от 20 до 80 С уменьшаются не более чем в 1,5 и 3 раза соответственно. Здесь не учитываются, конечно, смазки, плавящиеся при температурах ниже 50— 80 °С. Возрастание скорости нагружения несколько увеличивает измеряемый предел прочности. Зависимость предела прочности смазок от скорости нагружения невелика — изменение скорости нагружения в 3840 раз вызывает увеличение предела прочности при 20 °С всего в 2,5 раза. [c.272]
Так, например, некоторая физическая величина Р зависит от геометрических размеров х, у, г, I, д.,. .. и от нескольких физических величин т, п, г (допустим, от плотности, динамического коэффициента вязкости и коэффициента теплопроводности). Для двух полей переменной Р можно написать [c.16]
Вполне понятно, что в случае физико-химических явлений определить условия однозначности значительно труднее. Например, рассматривая изотермический установившийся поток жидкости (газа) в трубе, можно предположить, что условиями однозначности будут 1) геометрические размеры трубы 2) величина скорости потока, давление, ускорение свободного падения и физические свойства транспортируемого вещества (плотность, динамический коэффициент вязкости и т. д.) в отдельных поперечных сечениях трубы - [c.21]
Подобный прибор является не только самым простым, по и самым точным [2—3], если, конечно, он используется в соответствии с известными принципами и с применением необходимых поправок. Константами таких приборов являются геометрические размеры, которые могут быть измерены с большой точностью. [c.174]
На процесс самовоспламенения отложений оказывают влияние физико-химические свойства отложений, их давление и скорость воздуха, геометрические размеры трубопровода, время. [c.35]
На рис. 43 показаны спектры распыливания воды и изобутилового спирта, производимые форсункой РД-20 при переменном перепаде давления. Как видно, максимальный диаметр капель в спектре, подсчитанный по формуле (1У.26), в значительной мере зависит от перепада давления на форсунке и физических свойств распыливаемой жидкости. Например, при перепаде давления Арф=4 кгс/см2 при распыливании изобутилового спирта и воды форсункой одинаковых геометрических размеров максимальный диаметр капель в спектре при л =0,95 составляет воды тах=450 мкм, изобутилового спирта С(тах=250 мкм. [c.93]
Отклонения геометрических размеров фундаментов от проектных, мм, не должны превышать величин, приведенных ниже. [c.22]
Подготовка фундаментов под монтаж. Оси и высотные отметки на фундаменте фиксируют с помощью скоб, забетонированных в тело фундамента. В процессе приемки фундамента, помимо проверки его геометрических размеров, при внешнем осмотре устанавливают отсутствие видимых пустот, поврежденных углов, трещин, раковин и оголенной арматуры. Поверхность бетона в местах установки фундаментных рам и анкерных плит не должна иметь крупных фракций гравия и отслоений. Резьбу на выступающих концах забетонированных фундаментных болтов покрывают антикоррозионной смазкой. Фундаменты, включая колодцы для анкерных и фундаментных болтов, перед приемкой полностью освобождают от опалубки и тщательно очищают от остатков раствора, бетона и мусора. Пробивать отверстия в готовых фундаментах нельзя. [c.61]
В табл. 7-6 приведены геометрические размеры регулирующих фланцевых вентилей. Эти вентили применяются трубопроводах холодильных установок для жидкого и газообразного аммиака при температуре от —70 до + 150°С. [c.232]
Обработка экспериментальных данных осложняется дополнительно тем обстоятельством, что значительная часть исследовавшихся элементов (катализаторы, адсорбенты, керамическая насадка скрубберов) имеет шероховатую поверхность с коэффициентом формы Фалундовых цилиндров, вероятно, объясняется тем, что при сильной шероховатости их поверхности фактическая удельная поверхность слоя ао была выше значения, полученного из обмера геометрических размеров цилиндриков. То же замечание относится и к таблеткам катализаторов [36]. [c.64]
Эмпирический коэффициент а учитывает количественное влияние на ДОЧ жидкой пленки, попадающей в цилиндры двигателя при резком открытии дроссельной заслонки карбюратора. Его величина зависит от конструктивных особенностей впускного трубопровода и главным образом от его геометрических размеров. [c.39]
Угловая скорость Ыц центра вторичной циркуляции и координаты Гц, кц этого центра зависят от частоты враш,епия мешалки, физических свойств жидкости, геометрических размеров и конструкции мешалок и сосудов. [c.279]
Расчет вала на прочность состоит в нахождении опасных по прочности сечений вала, определении в этих сечениях эквивалентных напряжений и сравнении их с допускаемыми. Геометрические размеры вала, расстояния между опорами, как правило, находят по упрощенной методике с использованием рекомендуемых коэффициентов запаса. [c.284]
Угловой коэффициент определяется в основном графически и зависит только от геометрических размеров тел I и II и их взаимного расположения. [c.55]
В целом сложные структурные единицы нефтяных остатков находятся в динамическом равновесии со средой и изменение размеров ядер и толщины сольватной оболочки их могу г протекать по различным законам [14]. Главными факторами, определяющими возможность существования их в остатках и, соответственно, геометрические размеры, является наличие в них структурирующихся компонентов и ассоциатов, а также степень теплового воздействия. Нефтяные остатки относятся к свободнодисперсным системам, частицы которых могут независимо друг от друга перемещаться в дисперсной среде под влиянием теплового движения или гравитационньк сил. С изменением температуры в таких дисперсных системах изменяется энергия межмолекулярного взаимодействия дисперсной фазы и дисперсионной среды. Толстая прослойка дисперсионной среды между частицами снижает структурно-механическую прочность нефтяных дисперсных систем. Утоньшение сольватного слоя на поверхности ассоциатор повышает движущую силу расслоения системы на фа ы. Размеры основных зон структурной единицы при определенных температурах различны за счет того, что часть наиболее полярных компонентов сольватного слоя может переходить в дисперсную фазу (ядро), а часть в дисперсионную среду, находящуюся в молекулярном состоянии. Таким образом, по мере повышения температурь размеры радиуса ядра и толщины сольватного слоя могут проходить через экстремальные значения [14]. Ядро, состоящее из ассоциатов, при достижении максимальных размеров может распадаться на осколки, что ведет к образованию новых частиц дисперсной фазы, вокруг которых формируется сольватный слой и по мере изменения температуры для этих частиц характерны аналогичные стадии изменения размеров ядра и толщины сольватной оболочки. При высоких температурах и большой длительности нагрева внутри ядра может зародиться новая дисперсная фаза — кристаллит, представляющий собой надмолекулярную неябратимую структуру, обычно характерную для карбенов и карбоидов [14]. [c.26]
Используя геометрические размеры активных органов ГА-техники, авторы [195] нашли, что частота колебания зуба, рассчитанная в соответствии с теорией Виллемса, на порядок превышает экспериментально наблюдаемые значения. Такой же вывод получили С. И. Болчинский и Е. Е. Савицкий [232]. В своих экспериментах они не обнаружили в спектре колебаний давления частот, предсказанных П. Виллемсом. [c.31]
Курочкин А. К., Бадиков Ю. В. Пути повышения эффективности гидроакустических аппаратов роторного типа. 2. Увеличение напряженности генерируемых полей рациональным выбором геометрических размеров прорезей в роторе и статоре. Механизм стробирования импульсов давления // Там же. — С. 111-123. [c.194]
Необходимая монщость для осуществления гибки фyнкциoнaJ ь-но зависит от прочностных свойств металла, геометрических размеров проката и радиуса гибки. [c.126]
Отметим, что сказанное выше распространяется только на состояние фаз, но не на число степеней свободы элемента процесса. Число степеней свободы одинаково в элементах процесса, работающих как в области равновесия, так и в кинетической области при равных условиях (ф и к одни и те же). Это вполне понятно, так как геометрические размеры работающих элементов процесса не изменяются (не могут быть выбраны свободно). Следовательно, установленные размеры на принадлежат к числу технологических параметров, свободно выбираемых в качестве носителей степеней свободы. Иное положение складывается при расчете элементов процесса. В ходе расчета, когда геометретеские размеры элемента процесса еще не [c.42]
Блоки змеевиков собирают на спецнальпых стендах — плазах, обеспечивающих точность геометрических размеров. [c.179]
Расчет вр ащающихся барабанов [12]. Объем барабана и его основные геометрические размеры зависят от времени пребывания материала в аппарате, насыпного веса материала и коэффициента заполнения барабана. Ч 1стота враш,ения (об/мин) [c.174]
Постулат о том, что для осуществления элементарного химического акта реагирующие молекулы (или другие частицы, нгшример атомы, радикалы, ионы) должны столкнуться, на первый взгляд совершенно очевиден. Однако дело обстоит не так просто. Утверждением о необходимости столкновения при элементарном акте полностью отвергается возможность каких-либо дальнодействий при химических реакциях. Между тем возможны случаи, когда задавшись геометрическими размерами. молекул (например, определенными по спектроскопическим или электронографическим данным), мы обнаружим, что молекулы, геометрически не сталкиваясь, кинетически в той или иной степени взаимодействуют. Следовательно, прежде чем без оговорочно принять тезис о необходимости столкновения при элементарном акте, следует уточнить те чисто геометрические (в первом приближении) требования, которые предъявляются к понятию столкновения в химической кинетике. [c.119]
Разумеется, в обоих случаях полученный результат следует иересчи-тывать с геометрических размеров (например, квадратные сантиметры в единицы измерения в соответствии с ценой деления масштабов, так как пло1цадь будет лишь пропорциональна, а не равна искомой величине. [c.447]
Изучали устойчивость смачивающих пленок на внутренних стенках цилиндрических стеклянных капилляров пленки формировали путем введения в капилляр, заполненный исследуемым раствором, маленького пузырька воздуха [543]. Длина цилиндрической части тонких жидких слоев во всех опытах составляла 0,20+0,01 см. Капилляры диаметром 0,032 0,003 см изготавливали из стекла марки Пирекс . Тщательный контроль длины и радиуса пленок необходим в связи с сильной зависимостью их устойчивости от геометрических размеров [544, 545]. После заполнения раствором и введения иузырька воздуха капилляры помещали в атмосферу насыщенного водяного пара для предотвращения испарения из них воды и периодически рассматривали смачивающие пленки под микроскопом. Прорыв тонких слоев сопровождался либо распадом их на мелкие капли размером порядка десятков микрометров, либо прорывом пленки вблизи менисков и наступающего вследствие этого отто- [c.200]
При этой величине ф согласно данным, приведенным на рис. 11.2, имеем следующие геометрические размеры высота порога печи Н = 0, 3R = 0,33-0,8 = 0,264 м длина хорды материала /х.м= 1,47/ = 1,47-0,8 = 1,18м длина дуги материала /д. и = 1,66 = 1,66-0,8 = 1,33 м длина дуги открытой футеровки печн /д. ф = лД — /д. = 3,14 1,6 — 1,33 = 3,69 м. [c.322]
chem21.info