Как почистить коленвал ваз 2106
Очистка масляных каналов коленвала.
При капитальном ремонте двигателя, особенно после шлифовки коленвала, многие не придают значения чистоте масляных каналов коленчатого вала, или просто не знают как их грамотно прочистить. Эта операция очень важна ещё и потому, что при шлифовке коленвала под ремонтный размер вкладышей, в масляные каналы попадает абразив и продукты обработки (металлическая пыль). Если после этого тщательно не промыть масляные каналы коленчатого вала, то при первом запуске двигателя, оставшаяся грязь может наделать много бед, в лучшем случае просто намного сократит ресурс мотора. И весь дорогостоящий ремонт может оказаться напрасным. Поэтому тщательная промывка внутренних полостей коленвала очень важна. Как её правильно сделать, мы и рассмотрим в этой статье.
Так же следует знать, что масляные каналы коленвала, кроме своей функции подводки масла к парам трения (шейкам коленвала и вкладышам), служат ещё и для улавливания с помощью центробежной силы частиц грязи (в специальных полостях), которые могут пройти через фильтр (очень мелкие частицы). Пока открыт редукционный клапан (о масляных клапанах советую почитать тут), или качество масляного фильтра не очень, частицы грязи попадая в каналы коленвала, с помощью центробежной силы отбрасываются от центра вала к шатунным шейкам, в которых, как я говорил, имеются специальные полости, закрытые технологическими заглушками (пробками).
Бывали случаи, что грязь полностью забивала масляные каналы, и от этого естественно пары трения начинали работать на сухую и быстро выходили из строя. Обычно такое случается, когда водители экономят на фирменных масляных фильтрах, покупая их подешевле на рынке. И если даже мотор и доживал до капиталки без поломок, то в коленчатом вале было обнаружено очень много отложений. От этого, кроме риска перекрытия масляных каналов, ещё и нарушалась балансировка коленвала, ведь грязь при достаточном отложении, весит десятки грамов и откладывается неравномерно. В итоге возникает вибрация двигателя, а ресурс коренных подшипников резко сокращается.
Из вышесказанного, важность очистки каналов коленвала думаю понятна, а вот как их правильно вскрыть и очистить? Скажу для начала, что технологические заглушки бывают двух типов. Первые вкручены на резьбе (многократного использования) — например в коленвалах мотоцикла Днепр или автомобиля Волга, старых иномарок. Заглушки второго типа запрессовываются в шейку вала с натягом (одноразового использования) — например в Жигулях или большинстве иномарок. Рассмотрим их по отдельности.
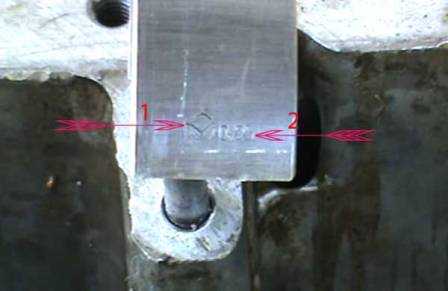
Откручиваем пробку коленвала шестигранником на 14.
Заглушки на резьбе (первого типа), прежде чем их выкручивать, нужно подточить ямку от керна (удобно бормашинкой, или мелким зубильцем), так как они после закручивания на некоторых мотоциклах и старых машинах кернятся для верности. На Волге например, кернение не используется, а они просто заворачиваются с определённым моментом — 4,0 — 4,2 кгс/м (но всё же многие механики их тоже кернят). Если кернение есть, то удалив его, откручиваем заглушку внутренним шестигранником на 14 (на Волге), смотрим фото 1, или мощной отвёрткой (на мотоцикле Днепр).

Очищаем полость шейки коленвала с помощью отвёртки или сверла.
На автомобиле Волга, например, с каждой стороны шатунной шейки имеются по две заглушки (всего восемь). Выкрутив все, сначала отвёрткой (можно сверлом — фото 3), а потом металлическим ёршиком очищаем полость шатунной шейки от грязи, а затем для верности заливаем туда какой нибудь растворитель (советую ацетон или фирменный размягчитель отложений Dreumex Solu-Cleaner) и даём откиснуть хорошенько несколько часов. После этого выливаем всю черноту из полостей и затем советую использовать моющее средство (можно на водной основе), которым следует промыть каналы и полости под давлением. Для этого можно использовать простейший самодельный «керхер», описанный мной вот в этой статье. После промывки моющим средством, продуваем и одновременно сушим каналы и полости сжатым воздухом (компресором). Остаётся очистить от грязи сами заглушки и их резьбу, с помощью металлической щётки, или такой же насадки на дрель, болгарку. Последняя операция, это вкручивание чистых заглушек на свои места, используя динамометрический ключ, с моментом 4,0 — 4,2 кгс/м.
На мотоциклах Днепр, после промывки каналов коленвала, обязательно не забудьте разобрать и промыть центрифугу, которая заменяет масляный фильтр. В ней обычно достаточно грязи. Этот же совет полезен и для владельцев Запорожцев, или старых Фольксквагенов Жук.

Расшатываем пробку с помощью пробойчика.
Заглушки второго типа запрессовываются в шейку вала и повторно не используются (используются новые и они бывают в продаже). Эти заглушки извлечь сложнее, чем заглушки первого типа, но вполне возможно. Для этого их необходимо расшатать в своём посадочном месте (фото 5). Ударяя молоточком через стальную выволотку (стальной стержень) по краям заглушки (стучим поочерёдно, то по одному краю, то по противоположному), немного перекашиваем заглушку в своём месте, и когда она расшатается, извлекаем её. Можно перевернуть коленвал заглушкой вниз, и легонько постукивая по шейке медным молотком, добиваемся, чтобы расшатанная заглушка выпала от ударов. Если возникнут сложности с извлечением, то можно немного нагреть шейку вала (но не сильно). Заглушки этого типа, обычно устанавливают по одной на каждую шейку коленвала (всего четыре).
Очистка полостей и каналов производится так же как и на коленвале с заглушками первого типа. После очистки, промывки и продувки, вставляем новые заглушки и оправкой лёгкими ударами молотка, запрессовываем новые заглушки до упора. Конечно в этом случае лучше использовать специальную оправку, на которую заглушка одевается, а затем уже заглушка вместе с оправкой вставляется в своё посадочное место, и запрессовывается. Оправку можно купить вместе с заглушками (бывает в наборе в продаже), а если не найдёте в магазине, то можно и токарю заказать.

Инструмент для запрессовки новой заглушки коленвала. а — пробка, б — оправка для запрессовки пробки, в — оправка для развальцовки пробки, г — четырёхгранный керн, но можно использовать и обычный.
Когда запрессуете заглушки, их ещё нужно будет развальцевать по краю (для верности). Для развальцовки тоже используется специальная оправка с выступом (см.фото 8). Ну и в конце, как говорится для успокоения души, раскерниваем заглушки кернером в трёх или четырёх местах.
И последний совет. Перед покупкой новых заглушек, измерьте посадочные места заглушек в своём коленвале (внутренний диаметр), а когда будете покупать сами заглушки, то измерьте их наружный диаметр. Натяг при запрессовке должен составлять 0,3 мм ( наружный диаметр заглушек, больше на 0,3 мм, чем внутренний диаметр посадочного отверстия в шейке вала). Свободная посадка здесь недопустима.
Вообще заглушки второго типа, лично мне не по душе. Возни с ними больше, как при извлечении старых, так и при запрессовке новых. Другое дело заглушки первого типа, которые на резьбе. И работать с ними легко, и надёжность их посадки достаточно высока. И искать в продаже новые не надо, так как вкручиваются на место старые. Считаю, что конструкторам, которые придумали запрессовывать заглушки, вместо посадки на резьбе, наверное делать было нечего, вот и придумали лишний гемор.
Ну вот вроде бы и все нюансы в этом деле. Надеюсь эта статья поможет новичкам, которые решили сами сделать капремонт движка своей машины или мотоцикла. Ну и самое главное, поможет грамотно почистить масляные каналы коленвала, что как многие поняли, очень важно для здоровья двигателя; успехов всем!
suvorov-castom.ru
Часть 6. Чистка поршней и коленвала.
Часть 6. Подготовка запчастей и деталей. Чистка деталей.
Здравствуйте Уважаемые друзья! Мы продолжаем с ремонтом двигателя. В этой статье, мы займемся чисткой коленвала и поршней. От правильной чистки деталей будет зависит прослужит, двигатель наш, после ремонта, или же просто заклинит или застучит. Да да не удивляйтесь, такое тоже может случится, а вот почему мы с Вами сейчас и разберем. Давайте сначала начнем с поршней.
После продолжительной эксплуатации на деталях двигателя, особенно на тех, которые подвержены воздействию высоких температур, образуется отложение, мы называем это нагар. В особенности это касается поршня, гильзы, головка блока цилиндров (ГБЦ), клапана, выпускной коллектор. Вот эти детали, в основном, подвергаются воздействию высоких температур.
Так вот, нам нужно избавится от этого нагара, мы на данный момент разбираемся с поршнем. Когда Вы разберете двигатель, то увидите что из себя представляет этот самый нагар. И так как я уже писал, если не почистить нагар, могут быть проблемы. Сначала хочу сказать несколько слов, почему так важно избавится от нагара, потом расскажу как избавится от нагара на поршнях своими силами.
Как нам известно предметы имеют коэффициент теплового расширения, в том числе и металлы, а значит и детали нашего двигателя. У каждый детали свой коэффициент теплового расширения. Попросту говоря детали нашего двигателя, после нагрева, будут расширятся и увеличиваться, по этой причине и предусмотрены тепловые зазоры. По этому время от времени мы и делаем регулировку клапанов на двигателях.
Поршень, как нам уже известно, подвержен воздействию высоких температур, особенно днище поршня. Значит днище поршня будет больше расширяться, не жали юбка. По этой причине поршня имеют разный диаметр днища и юбки. (Если мне не верите можете взять штангенциркуль и замерить). Как раз таки, на днище поршня и установлены, поршневые кольца.
Я думаю Вы, правильно, улавливаете ход моих мыслей, к чему я клоню, так сказать. А веду я вот к чему: предположим, мы не удалили нагар с каналов поршня, а просто поменяли кольца и воткнули поршня на места, собрали двигатель. Завели двигатель, он работает, радости у нас полные штаны, мы обкатываем двигатель. Через некоторое время, как рабочая температура поднялась, наш двигатель резко заглох.
Мы просто в шоке мечемся, не можем понять все же было нормально, что же произошло то? А произошло, то, что и должно было произойти: двигатель попросту заклинил. (Через некоторое время, когда остынет, двигатель конечно заведется, но не много поработав снова произойдет тоже самое). А помните, мы решили не тратить время и возиться с этим нагаром в поршнях, особенно под кольцами. Вот этот самый нагар всему причина и стал.
Как нам уже известно, металлы имеет свойство расширяться при нагреве. Если Вам интересно, внизу страницы я выложил таблицу, если обратите внимание, то увидите, что коэффициенты теплового расширения, разные. А вот как раз у алюминия, этот самый коэффициент, больше чем у некоторых металлов. А как нам известно, поршня и делаются как раз таки из алюминиевого сплава. Значит, по логике вещей, получается, что наш поршень, особенно днище, больше расширяется не жали гильзы, потому что гильза сделана из чугуна, а у чугуна этот самый коэффициент меньше.
И так думаю Вы представляете, что произошло с нашим двигателем. Когда мы его завели он был, соответственно, холодный. Как только двигатель начал нагреваться, металлические детали двигателя начали расширятся, особенно сделанные из алюминиевого сплава и подверженные постоянному воздействию высоких температур, к ним как раз относится и поршень. Когда поршень начал нагреваться он начал расширятся, соответственно расширились и поршневые кольца, а под кольцами у нас нагар мы не удалили его, поленились. Попросту говоря пропал компенсационный зазор, между поршнем и гильзой, из-за нагара. Если вдруг кто не знает во всех смазывающихся, трущихся и движущихся деталях всегда есть и должен быть компенсационный зазор. Если не будет зазора, то детали и механизмы попросту заклинит. Думаю я до Вас донес, как важно удалить образовавшийся нагар на деталях двигателя, в процессе эксплуатации.
Давайте теперь займемся удалением нагара. Конечно же в специализированных СТО есть такие методы как ультразвуковые ванны, специальные растворители или еще что нибудь. А мы же с вами будем рассматривать метод как своими руками удалить нагар при домашних условиях. Есть один такой не очень мудреный инструмент для удаления нагара с каналов поршней. Инструмент указан на картинке ниже.
Инструмент для удаления нагара.
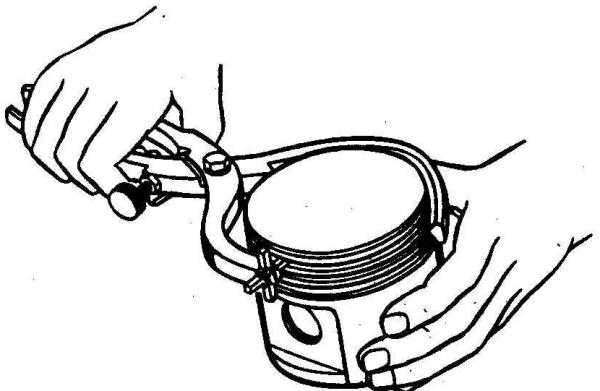
Скорее всего у Вас такого инструмента не окажется, а у меня тоже нет. Я не когда в нем не нуждался, не привык, по этому обходился без него. Когда мы сняли поршня, соответственно, мы снимаем с них старые кольца, вот эти старые кольца нам и помогут. Когда снимете кольцо переломайте его по палам, вот этим самым обломком и чистим каналы поршня. Вот ниже я выложил картинку, думаю сути дела Вы поняли.
Чистим нагар с каналов поршней.

На этом с поршнями закончим переходим к коленвалу. После того как свозили свой коленвал, к шлифовщику, нужно будет открутить и снять пробки с шеек коленвала. На шатунных шейках предусмотрены, специальные пробки, по две на каждой шейке. Внутри шатунной шейки есть полость для скопления отложений. Во время работы двигателя, коленвал вращается, а внутри коленвала, масло. Как раз, во время вращения, коленвал словно центрифуга, очищает масло от всей гадости, которые в него попадают. Вот отсюда и все отложения в полостях коленвала. И от этих отложений нужно обязательно коленвал очистить, иначе могут быть проблемы.
Как снять пробки и как очистить коленвал я выложил картинки. Тут много ума не надо, только не забудьте после того как произведете чистку, обязательно промойте все полости и дырки чистым бензином и продуть сжатым воздухом. После завершения работ по чистке коленвала, не забудьте прикрутить все пробки на свои места.
Категорический запрещается использовать для продувки кислород, он масловзрывоопасен!
Как снять пробки коленвала.

Чистка полостей коленвала.

Ну что же друзья на этом я заканчиваю эту статью. Думаю что то полезное Вы узнаете ознакомившись с данной статьей. Если у Вас возникнут какие то проблемы пишите мне или оставляйте комментарий я постараюсь обязательно ответить и помощь чем смогу. Спасибо за внимание!
Часть 1. Вступление.
Часть 2. Снятие двигателя.
Часть 3. Разборка двигателя.
Часть 4. Подготовка запчастей и деталей.
Часть 5. Выпрессовка и запрессовка гильз.
Часть 6. Чистка поршней и коленвала.
Часть 7. Установка поршневых колец.
Часть 8. Установка коленвала.
Часть 9. Установка поршней.
Часть 10. Завершение ремонта двигателя.
Коэффициенты теплового линейного расширения металлов и керамики + угля и графита. Таблица.
| Материал | Температурный диапазон применимости | 10-6/oF макс | 10-5/oC макс | 10-6/oF минимум | 10-5/oC минимум |
| Цинк и цинковые сплавы | От комнатной до 212-750° F = 100-390° C. | 19,3 | 10,8 | 3,5 | 1,9 |
| Свинец и свинцовые сплавы | От комнатной до 212-750° F = 100-390° C. | 16,3 | 14,4 | 2,9 | 2,6 |
| Магниевые сплавы | Только при комнатной температуре | 16 | 14 | 2,8 | 2,5 |
| Алюминий и алюминиевые сплавы | От комнатной до 212-750° F = 100-390° C. | 13,7 | 11,7 | 2,5 | 2,1 |
| Олово и оловянные сплавы | От комнатной до 212-750° F = 100-390° C. | 13 | - | 2,3 | - |
| Оловянные и алюминиевые латуни | От комнатной до 212-750° F = 100-390° C. | 11,8 | 10,3 | 2,1 | 1,8 |
| Нелегированные и свинцовые латуни | От комнатной до 212-750° F = 100-390° C. | 11,6 | 10 | 2,1 | 1,8 |
| Серебро | От комнатной до 212-750° F = 100-390° C. | 10,9 | - | 2,0 | - |
| Cr-Ni-Fe сплавы хром-никель-железо | От комнатной до 1000-1800° F = 540-980° C. | 10,5 | 9,2 | 1,9 | 1,7 |
| Нержавеющие стали высокотемпературные (литье) | От комнатной до 1000-1800° F = 540-980° C. | 10,5 | 6,4 | 1,9 | 1,1 |
| Чугуны качественные (литье) | От комнатной до 212-750° F = 100-390° C. | 10,4 | 6,6 | 1,9 | 1,2 |
| Нержавеющин стали (литье) | От комнатной до 1000-1800° F = 540-980° C. | 10,4 | 6,4 | 1,9 | 1,1 |
| Оловянные бронзы (литье) | От комнатной до 212-750° F = 100-390° C. | 10,3 | 10 | 1,8 | 1,8 |
| Нержавеющие стали аустенические | От комнатной до 212-750° F = 100-390° C. | 10,2 | 9 | 1,8 | 1,6 |
| Фосфор кремничтые бронзы | От комнатной до 212-750° F = 100-390° C. | 10,2 | 9,6 | 1,8 | 1,7 |
| Медь | От комнатной до 212-750° F = 100-390° C. | 9,8 | - | 1,8 | - |
| Сплавы на основе никеля, никелевые сплавы | От комнатной до 1000-1800° F = 540-980° C. | 9,8 | 7,7 | 1,8 | 1,4 |
| Алюминиевые бронзы (литье) | От комнатной до 212-750° F = 100-390° C. | 9,5 | 9 | 1,7 | 1,6 |
| Сплавы на основе кобальта, кобальтовые сплавы | От комнатной до 1000-1800° F = 540-980° C. | 9,4 | 6,8 | 1,7 | 1,2 |
| Бериллиевая бронза | От комнатной до 212-750° F = 100-390° C. | 9,3 | - | 1,7 | - |
| Медно-никелевые сплавы и серебро-никелевые сплавы | От комнатной до 212-750° F = 100-390° C. | 9,5 | 9 | 1,7 | 1,6 |
| Cr-Ni-Co-Fe Сплавы хром-никель кобальт-железо | От комнатной до 1000-1800° F = 540-980° C. | 9,1 | 8 | 1,6 | 1,4 |
| Углеродистые стали | От комнатной до 1000-1800° F = 540-980° C. | 8,6 | 6,3 | 1,5 | 1,1 |
| Безуглеродистые инструментальные стали | От комнатной до 1000-1800° F = 540-980° C. | 8,4 | 8,1 | 1,5 | 1,5 |
| Углеродистые стали (литье) | От комнатной до 1000-1800° F = 540-980° C. | 8,3 | 8 | 1,5 | 1,4 |
| Нержавеющие стали искусственно состаренные | От комнатной до 1000-1800° F = 540-980° C. | 8,2 | 5,5 | 1,5 | 1,0 |
| Золото | От комнатной до 212-750° F = 100-390° C. | 7,9 | - | 1,4 | - |
| Углеродистые стали высокотемпературные | От комнатной до 1000-1800° F = 540-980° C. | 7,9 | 6,3 | 1,4 | 1,1 |
| Сверхпрочные стали | От комнатной до 1000-1800° F = 540-980° C. | 7,6 | 5,7 | 1,4 | 1,0 |
| Ковкое железо | От комнатной до 212-750° F = 100-390° C. | 7,5 | 5,9 | 1,3 | 1,1 |
| Металлокерамика, Кабрид титана | От комнатной до 1000-1800° F = 540-980° C. | 7,5 | 4,3 | 1,3 | 0,8 |
| Чистое железо | От комнатной до 212-750° F = 100-390° C. | 7,4 | - | 1,3 | - |
| Титан и титановые сплавы | От комнатной до 1000-1800° F = 540-980° C. | 7,1 | 4,9 | 1,3 | 0,9 |
| Кобальт | От комнатной до 1000-1800° F = 540-980° C. | 6,8 | - | 1,2 | - |
| Нержавеющие стали мартенистые | От комнатной до 212-750° F = 100-390° C. | 6,5 | 5,5 | 1,2 | 1,0 |
| Азотированные стали | От комнатной до 1000-1800° F = 540-980° C. | 6,5 | - | 1,2 | - |
| Палладий | От комнатной до 212-750° F = 100-390° C. | 6,5 | - | 1,2 | - |
| Бериллий | Только при комнатной температуре. | 6,4 | - | 1,1 | - |
| Металлокерамика, Карбил хрома | От комнатной до 212-750° F = 100-390° C. | 6,3 | 5,8 | 1,1 | 1,0 |
| Торий | Только при комнатной температуре. | 6,2 | - | 1,1 | - |
| Нержавеющие стали ферритные | От комнатной до 212-750° F = 100-390° C. | 6 | 5,8 | 1,1 | 1,0 |
| Чугун серый | От комнатной до 212-750° F = 100-390° C. | 6 | - | 1,1 | - |
| Карбид бериллия | От комнатной до 1000-1800° F = 540-980° C. | 5,8 | - | 1,0 | - |
| Никелевые сплавы с низким коэффициентом теплового расширения | От комнатной до 212-750° F = 100-390° C. | 5,5 | 1,5 | 1,0 | 0,3 |
| Оксид бериллия | От комнатной до 2200-2875° F/1205-1580° C. | 5,3 | - | 0,9 | - |
| Металлокерамика на основе алюминия | От комнатной до 1000-1800° F = 540-980° C. | 5,2 | 4,7 | 0,9 | 0,8 |
| Молибдена дисилицид | От комнатной до 212-750° F = 100-390° C. | 5,1 | - | 0,9 | - |
| Рутений | Только при комнатной температуре. | 5,1 | - | 0,9 | - |
| Платина | От комнатной до 212-750° F = 100-390° C. | 4,9 | - | 0,9 | - |
| Ванадий | Только при комнатной температуре. | 4,8 | - | 0,9 | - |
| Родий | Только при комнатной температуре | 4,6 | - | 0,8 | - |
| Карбид тантала | От комнатной до 1000-1800° F= 540-980° C. | 4,6 | - | 0,8 | - |
| Нитрид бора | От комнатной до 1000-1800° F = 540-980° C. | 4,3 | - | 0,8 | - |
| Ниобий и ниобиевые сплавы | 4,1 | 3,8 | 0,7 | 0,68 | |
| Карбид титана | От комнатной до 1000-1800° F = 540-980° C. | 4,1 | - | 0,7 | - |
| Керамика стеатитовая | От комнатной до 212-750° F = 100-390° C. | 4 | 3,3 | 0,7 | 0,6 |
| Металлокерамика, карбид вольфрама | От комнатной до 212-750° F = 100-390° C. | 3,9 | 2,5 | 0,7 | 0,4 |
| Иридий | Только при комнатной температуре | 3,8 | - | 0,7 | - |
| Металлокерамика, алюмокерамика | От комнатной до 212-750° F = 100-390° C. | 3,7 | 3,1 | 0,7 | 0,6 |
| Карбид циркония | От комнатной до 1000-1800° F = 540-980° C. | 3,7 | - | 0,7 | - |
| Осмий и тантал | Только при комнатной температуре | 3,6 | - | 0,6 | - |
| Цирконий и циркониевые сплавы | Только при комнатной температуре | 3,6 | 3,1 | 0,6 | 0,55 |
| Гафний | Только при комнатной температуре | 3,4 | - | 0,6 | - |
| Цирконий | От комнатной до 2200-2875° F/1205-1580° C. | 3,1 | - | 0,6 | - |
| Молибден и молибденовые сплавы | 3,1 | 2,7 | 0,6 | 0,5 | |
| Карбид кремния | От комнатной до 2200-2875° F=1205-1580° C. | 2,4 | 2,2 | 0,4 | 0,39 |
| Вольфрам | Только при комнатной температуре | 2,2 | - | 0,4 | - |
| Керамика электротехническая | От комнатной до 212-750° F = 100-390° C. | 2 | - | 0,4 | - |
| Керамика циркониевая, силикатная | От комнатной до 212-750° F = 100-390° C. | 1,8 | 1,3 | 0,3 | 0,2 |
| Карбид бора | От комнатной до 2200-2875° F=1205-1580° C. | 1,7 | - | 0,3 | - |
| Уголь и графит | От комнатной до 212-750° F = 100-390° C. | 1,5 | 1,3 | 0,3 | 0,2 |
gaz3307.ru
ВАЗ 2106 | Снятие коленвала
Снятие коленвала
|
В случае, если не предполагается проделывания никакой работы с поршнями и шатунами, то нет необходимости снимать головку цилиндров или проталкивать поршни сквозь цилиндры. Поршни должны быть лишь подняты на высоту, достаточную для снятия подшипника нижней головки шатуна с шейки коленвала. |
|
||||||||||||||||||
automn.ru
Чистка коленвала ваз 2106 - ВАЗ Автотрек

Уважаемые посетители сайта "Автотрек"! Будем вам очень благодарны за комментарии к видео ролику "Чистка коленвала ваз 2106", для этого не требуется регистрация. Также просим сообщить вас если возникнут проблемы с проигрыванием видео.
diesel powerЭто очень ценная информация, а треснутые валы лечатся как-то, или в утиль?
30.12.2015 - 20:54 СТО КовшТреснутые коленвалы не ремонтируются..
09.12.2015 - 01:02 Роман ІльківАСЫ
06.12.2015 - 15:33 Роман ІльківКстати с чего вал ?
16.11.2015 - 18:38 STR1спасибо ребята а где хоть трещина была? так и не нашли?
22.10.2015 - 07:25 Стоп ГАИ Беларусьнужен музыкальный слух
15.10.2015 - 10:40 Леха Спиридоновспасибо за информацию
21.09.2015 - 12:36 krasnaya mordaпросто и красиво. молотком ё... её и всё. вот и консерватория пригодилась.
10.09.2015 - 21:49 Костя Марышевпо башке бы себе постучал долбаеб
19.08.2015 - 14:41 Василь МакотякКласичискийпример дефектовки как у колокола, к стати таким образом проверяюь и литие диски, только молотком бют по легче
02.08.2015 - 08:00 max vorobyouреспект и уважуха БОЛЬШОЕ спасибо
15.07.2015 - 16:55 METALL SURGERYИнтересный метод. Разница слышна, действительно. Завтра попробую от Д-160 постукать.
22.06.2015 - 18:54 Сергей ПоляковМеня тоже, кто хвалит, кто ругает. Но я с КАМАЗом тоже так проверяюсь. Иначе налетишь не шутейно.
10.06.2015 - 16:06 Андрей Стройковя так стукнул вал от мтз-82 , разлетелся на две части моментально.
25.05.2015 - 12:15stigashop.ru