Кузовная сварка
Сварка в кузовном ремонте
Важно отметить, что сварка листов тонкого металла очень отличается от сварки деталей, сделанных из толстого металла. При сварке деталей из толстого металла не приходится беспокоиться по поводу тепловой деформации и искривления металла. Толстый металл противостоит деформации по причине своего объёма, в котором рассеивается тепло, как в радиаторе. Самое главное в такой сварке – проникновение сварочного металла, качество и прочность шва. При сварке толстого металла, такая проблема, как прожигание сваркой металла до дырки, также, отсутствует. Если же взять сварку тонких листов металла, которая часто используется при ремонте кузова, то все перечисленные проблемы становятся первостепенными.
Вы можете иметь отличные навыки владения сваркой металлических конструкций из толстого металла, но не все эти умения могут пригодятся при сварке автомобильного листового металла. Для применения сварки в кузовном ремонте нужно нарабатывать индивидуальный опыт, учитывая особенности характеристик металла кузовов автомобилей. Если Вы знакомы с газовой и полуавтоматической сваркой, то это поможет при изучении и обучении сварки тонколистового металла.
Есть одно сходство между электродной и газовой сваркой толстого металла и тонколистового автомобильного металла. У толстых и тонких металлов, сваренных качественно и прочно, шов выглядит одинаково ровным и красивым.
Типы сварочных соединений в кузовном ремонте
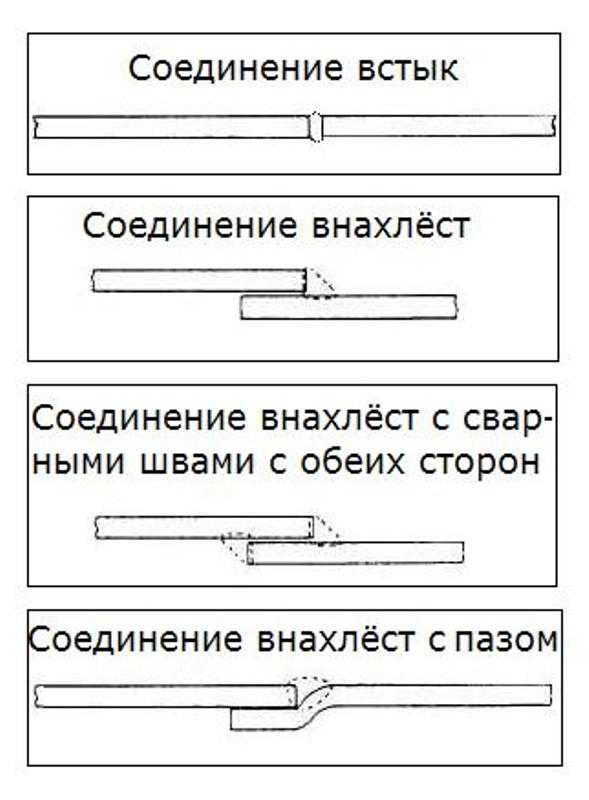
Сварочные соединения в кузовном ремонте делятся на три категории: встык, внахлёст и соединение внахлёст с пазом.
Сварное соединение встык наиболее сложное для новичка. Но после практики и понимания принципа, это соединение не сложно сделать с помощью хороших сварочных аппаратов MIG/MAG или TIG.
Соединение встык делается, когда листы металла стыкуются краями друг с другом с небольшим зазором между ними. Зазор необходим, так как металл расширяется при сварке.
Соединения внахлёст делается с небольшим наложением листов металла друг на друга. В этом случае сваривается край одного листа с частью листа, которой он касается с одной или с двух сторон. Это создаёт двойную толщину металла в месте, где листы заходят друг на друга.
Соединение внахлёст с пазом требует применения специального инструмента для подготовки одного из листов. Далее край одного листа подсовывается под фланец другого и приваривается. С лицевой стороны всё выглядит, как непрерывный лист металла. Выпуклость остаётся с обратной стороны. Края листов, иногда, провариваются с двух сторон, чтобы герметизировать стык.
Инструмент для подготовки металла для соединения внахлёст с пазомСуществует ряд проблем с соединением внахлёст и внахлёст с пазом. Одна из которых — необходимость сваривать соединение дважды, если хотите, чтобы оно было герметичным. Следующая проблема заключается в том, что при сварке соединения с обеих сторон, будет выделяться тепла в два раза больше. Это влияет на деформацию металла. В итоге можно сказать, что нет никаких преимуществ при применении сварочного соединения внахлёст. Единственное их преимущество в том, что такое соединение делать легче для новичка. Исключение при обязательном применении такого вида соединения составляют случаи, когда нужно скопировать заводское сварное соединение внахлёст и, когда нет доступа для создания соединения встык.
Соединение встык предпочтительнее применять при наложении металлических заплат и ремонтных вставок.
Фиксация
Очень неудобно делать сварной шов, если привариваемая деталь не закреплена. Хорошая фиксация обеспечивает стыковку и нужный зазор между листами металла.
 Различные крепления, используемые для фиксации деталей перед сваркой
Различные крепления, используемые для фиксации деталей перед сваркойСуществует множество методов фиксации деталей перед сваркой. Выбор зависит от ситуации и от предпочтений. К примеру, магниты подойдут для фиксации заплатки перед её приваркой, но будут бесполезны для удержания на месте заднего крыла автомобиля.
Среди множества фиксирующих методов и приспособлений основными являются: зажимные щипцы различных конфигураций, специальные магниты, сварочные зажимы для соединения встык (edge clips), струбцины. Каждый из перечисленных способов фиксации представляет целый класс фиксирующих приспособлений и существует в различных формах, размерах и конфигурациях. Есть приспособления, специально разработанные для фиксации соединений стык, внахлёст и внахлёст со смещением.
Зажимные щипцы можно назвать основными фиксирующими приспособлениями, которые применяют при сварке в кузовном ремонте. Ограничение их в том, что необходимо место, чтобы установить зажимные щипцы. Ими можно воспользоваться, если место, которое нужно зафиксировать, расположено не дальше 30 – 40 см от места, где возможно установить зажимные щипцы. При этом щипцы достаточно громоздкие и неуклюжие.
 Сварочные зажимы для соединения встык
Сварочные зажимы для соединения встыкСварочные зажимы для соединения встык могут применяться при фиксации ремонтных вставок. Требуют наличия доступа с обратной стороны панелей. Легко устанавливаются и снимаются, а также не мешают при сварке.
Такие зажимы обеспечивают аккуратную стыковку краёв с ровным небольшим зазором. Позволяет отрегулировать и установить листы разной толщины для сваривания. Позволяет выравнивать поверхности по одной линии.
Они не приспособлены для использования на сильно изогнутых , но очень удобны при фиксации прямых панелей.
Сварка маленьких сегментов в большую конструкцию
Иногда приходится изготавливать какую-либо панель или ремонтную вставку сложной формы из нескольких простых сегментов. Многие профессиональные специалисты, занимающиеся формовкой металла и ремонтом кузова, практикуют такой способ. Это бывает необходимым, если оборудование, либо профессиональные навыки не позволяют сделать нужную панель из одного листа металла.
Интересно отметить, что в прошлом, некоторые производители делали панели сложной формы из маленьких сегментов, сваренных вместе. Впоследствии этот способ был заменён штампованием и техниками формования прокаткой.
При изготовлении ремонтной вставки сложной формы или целой панели можно применять такой метод.
Типы сварки
В кузовном ремонте чаще всего применяют электрическую сварку полуавтоматом. Но, до сих пор, в некоторых случаях, применяется и газовая сварка.
Используется сварка MIG, TIG и контактная точечная.
Электродуговая сварка электродами
Этот вид сварки давно в прошлом применялся для соединения кузовных панелей при ремонте, а также при производстве. Сварка производилась электродами с малым диаметром, которые были спроектированы специально для тонколистового металла. Чтобы применять такой вид сварки требовалась немалая сноровка. Качество сварки было посредственным. Главной проблемой был излишний нагрев, который был причиной деформации металла и прожига насквозь. Сравнивая с сегодняшними показателями, уходило много времени на работу с таким видом сварки. Теперь такой метод является устаревшим.
Контактная точечная сварка
Контактная сварка была главным способом соединения в автомобилестроении и ремонте, начиная с 1930-х годов. Точечная сварка осуществляется сильным прижатием электродов аппарата к металлу кузова и комбинацией интенсивного нагрева, создаваемого очень высокой силой тока за короткий интервал времени. Металл панелей кузова расплавляется в одной точке и происходит сваривание.
Преимущество точечной сварки в быстроте действия, аккуратности получаемых сварных точек и прочности соединения.
Современные легковые автомобили имеют от 3000 до 4000 сварных точек, которые соединяют отдельные детали кузова в одну конструкцию.
Есть аппараты для точечной сварки, используемые в кузовном ремонте, электродами которых не нужно сжимать область сварки. Сила прилагается только к одному листу металла, а второй лист касается первого листа и подключён к массе. Такой аппарат удобно применять, когда невозможен доступ к обратной стороне металла, к которому приваривается другая металлическая панель.
Точки контактной сварки часто не защищены от коррозии, потому что места между соединёнными панелями, подвержены притягиванию влаги. Эта проблема усугубляется тем фактом, что при воздействии точечной сварки, в местах нагрева испаряются все элементы обработки металла, такие как оцинкованное покрытие. Эта проблема уменьшается при применении специального сварочного грунта между свариваемыми панелями. Такой грунт содержит высокий процент цинка. Он способен проводить ток. После воздействия точечной сварки ионы цинка защищают место сварки.
Сварка MIG/MAG
Этот тип сварки стал наиболее популярным в кузовном ремонте. Когда упоминают о сварке полуавтоматом, то имеют ввиду именно этот тип сварки.

MIG (metal inert gas) переводится, как металл с инертным газом, что совершенно не правильно отражает суть сварки. К примеру, так называемая сварка TIG (tungsten inert gas), тоже металл с инертным газом. Но все привыкли так называть этот тип сварки. MAG (metal active gas) – тот же тип сварки, только в качестве защитного газа используется активный газ, который защищает зону сварки от воздуха, а также химически реагирует со свариваемым металлом или растворяется в нём. При сварке стальных панелей сваркой MAG (с активным защитным газом), в кузовном ремонте чаще всего применяют углекислый газ (СО2). Также, могут применяться вариации газовых смесей, состоящие из аргона (Ar), кислорода (О2), азота (N2), водорода (h3). Газ заправляется в баллоны и подключается к сварочному оборудованию.
В процессе сварки MIG/MAG, сварочная проволока непрерывно подаётся в область сварки по мере формирования сварочного шва. Проволока несёт ток и окружена инертным (или активным) защитным газом, который поступает вместе с проволокой. Для MIG сварки обычно применяется смесь 25% — CO2 и 75% аргон. Газ помогает охладить место сварки, а также защищает от окисления, которое происходит, если бы сварка происходила без защитного газа.
Процесс сварки MIG/MAG включает в себя цикл. Когда сварочная проволока касается места сварки, создаётся короткий контур с металлической деталью, которая подключена к массе. Нагрев, который генерируется коротким замыканием, расплавляет проволоку и цикл завершается. Однако, он быстро возобновляется, так как проволока продолжает поступать, создавая короткую дугу, которая является базой сварки MIG/MAG. Смена этих циклов и создаёт всем известный «трещащий» звук, характерный для сварки MIG/MAG.
При сварке оборудованием MIG/MAG, важно обеспечить правильный зазор между свариваемыми панелями. Это относится к соединению металлических листов встык. Если свариваемые листы расположены слишком близко или вплотную, то нагрев неизбежно деформирует листы. В итоге получится неровная поверхность.
Важно, также, отрегулировать поток защитного газа и скорость подачи проволоки. Сила тока выставляется в зависимости от толщины проволоки и скорости её подачи. Всё это нужно научиться настраивать экспериментальным путём. Более подробно о сварке полуавтоматом можно прочитать здесь.
Сварка TIG

Сварка TIG (tungsten inert gas – сварка вольфрамовым электродом в среде инертного газа), также известно сокращение GTAW (Gas tungsten arc welding – дуговая сварка вольфрамовым электродом в среде защитного газа). Это электродуговая сварка, в которой применяется неплавящийся вольфрамовый электрод. В область сварки поступает защитный газ (аргон или гелий), который защищает от атмосферного воздействия, а также, применяется присадочный металл. Эта сварка является наиболее сложной в освоении. В кузовном ремонте сварка TIG, в основном, применяется при ремонте автомобилей, имеющих алюминиевый кузов.
Кислородно-ацетиленовая газовая сварка
Это старый метод соединения тонколистовых металлов, который по-прежнему, в некоторых случаях применяется. В этом виде сварки, смесь кислорода и ацетилена питает пламя, температура на конце которого достигает 3500 градусов по Цельсию. Кислород и ацетилен находятся в разных баллонах, а их смешивание происходит в горелке. Сварку осуществляют как с применением присадочного металла, так и без него. Кислородно-ацетиленовая сварка расплавляет кромки листового металла, образуя прочную связь. Может применяться для осаживания растянутого металла.
Ещё интересные статьи:
kuzov.info
Оборудование для кузовного ремонта
Поговорим о проблемах с кузовом автомобиля, возникающих из-за коррозии. Каждый понимает, что если с ней не бороться, начнется процесс разрушения в местах образования очагов.Существуют различные способы борьбы, такие как антикоррозионная обработка, но если кузов уже де-факто проржавел, прогнил и уже грозится развалиться, поможет только капитальный ремонт, либо частичный – замена прохудившихся частей.
Ремонт можно выполнить самостоятельно в гараже при наличии необходимого оборудования.
Сварка рамы
Читайте статью: Сварка рамы грузового автомобиля
Новички в деле восстановления кузова автомобиля считают, что такой ремонт можно выполнить ручной дуговой сваркой. То есть берешь штучный электрод с обмазкой и варишь. Это далеко не так.Штучный электрод неэффективен при сварке тонкостенных стальных листов. Толщина кузова колеблется в пределах 0,8 … 1 мм. Ясно, что получить качественный сварной шов без включений шлака и прожогов затруднительно на таких толщинах. Тем более, что часто приходится варить такой листовой материал встык.
Оборудование для кузовного ремонта
Оказывается, что наиболее качественная и эффективная сварка доступна только с углекислотным полуавтоматом – именно его чаще всего используют СТО для кузовного ремонта. Задайте ток – автомат оптимизирует скорость подачи проволоки. Задайте скорость – и сила тока будет скорректирована до оптимальной величины. Или просто выберите толщину листа. Вероятность сквозных прожогов и оплавления металла минимизируется. Берете горелку двумя руками – и получаете качественный и прочный шов.Углекислотный полуавтомат подходит только для черных металлов, сварку нержавеющей стали и цветных металлов и сплавов проводят в среде аргона.
Нужно отметить, что в последнее время для ремонтно-восстановительных работ кузова автомобиля применяют контактную точечную сварку. Некоторые аппараты специально «заточены» под такой ремонт – имеют удобный интерфейс и перечень настроек для эффективной работы с кузовом. Плюс в сумме со специальными приспособлениями – такой аппарат в результате дает быстрый и качественный ремонт, который ничем не уступает ремонту полуавтоматом. Если кузов на заводе изначально был собран контактной точечной сваркой, то ее же и рекомендуется применять во время проведения работ по восстановлению кузова.
Сварка полуавтоматом
Вводный инструктаж для новичков, которые хотят переварить свой автомобиль, но не знают с чего начать.
Итак, подробно об минимуме инструмента, который Вам понадобится для начала:
- Сварочник
- Болгарка
- Дрель
- Проволока
- Баллон с углекислотой
- Шланг, соединяющий баллон
- Редуктор (будет регулировать подачу кислоты).
Приобретите миллиметровый лист стали размером 2х1,2м для организации латок . С него вы сможете вырезать кусок и вварить его в «прогнившее» место (после его предварительного удаления). Но прежде чем приступить к ремонту кузова автомобиля, потренируйтесь. В стальном листе вырежьте 2 образца размером 100Х100мм. Выполните в одном из них 10-15 отверстий не менее Ø5 мм дрелью или дыроколом. Сложите его со вторым образцом и начинайте варить. Подберите такую подачу проволоки и величину напряжения, при которой у вас будет получаться шов. На слабом токе вы будете недоплавлять металл, на сильном – проплавлять его. Нормальная сварка — это когда проволока из полуавтомата расплавляется и полностью заливает отверстие.
Настройка полуавтомата
Горелку уприте в металл, к которому прикреплена клемма массы, и отрегулируйте подачу проволоки на панели управления аппарата путем установки скорости на минимум. Нажмите на курок горелки: если подача проволоки медленная – вы это поймете – она начнет «стрелять». Увеличивайте скорость подачи, пока инвертор не начнет нормально варить. Если скорость слишком большая, проволока будет «отбрасывать» горелку назад из-за того, что она не успевает плавиться. Скорость подачи достаточно подобрать один раз и при дальнейших работах не менять.
Сила тока подбирается в зависимости от толщины металла. Ставьте минимальный ток, если нужно будет его добавить, это вы почувствуете интуитивно по характеру образования сварочной ванны. Излишки остывшего металла зачищаются болгаркой.
После того, как Вы отточите свое мастерство на образцах, переходите к сварке автомобиля. Варить начинайте с ровных поверхностей. Берите горизонтальные швы, когда электрод находится сверху (нижняя позиция). Потолочные и боковые швы, когда металл под силой тяжести вытекает с ванны, освоите позже. Здесь нужно учитывать гравитацию и требуется определенная сноровка.
Если у вас проржавел, например, заход на порог, вырежьте его болгаркой. Далее подготовьте латку с запасом, так как сварку выполняют внахлест по сантиметру с каждой стороны. Можно сделать и встык, но это делается в исключительных моментах, так как сварка встык дает меньшую прочность. Понятно, что металлическая накладка должна повторять изгибы дефектного места.
Сварку ведут путем наплавки точками, но не ставьте их один за другим по периметру латки, а ставьте их на диаметрально противоположных местах. Ставятся точки поочередно с одного края (сверху), потом с противоположного (снизу), прихватывается середина левого края и затем, правого. После прихватки заканчивают сварку точками в шахматном порядке. Места в которых нужно накладку прижать плотнее, можно прикрутить ее саморезами. Возможен и вариант изначального крепления латки на саморезах, что позволяет ее правильно выставить перед сваркой. Деталь размером 100х100 мм достаточно прихватить 8-ми такими шурупами.
Металл должен плотно прилегать к кузову. Если он где-то идет с зазором, используйте деревянную ручку молотка как прижим. Форма придается металлу лучше, когда вы прогреваете его: проварили точку – и сразу же молотком нужно подстучать, где не совсем точное прилегание.
Начинайте ремонт с легких мест, остальные можно будет освоить, когда вы поймете, как гнуть металл и «почувствуете» свой полуавтомат. Ремчасти крыльев, арок, моторный щит, силовые части машины лучше не трогать, пока не приобретете достаточный опыт, так как последствия при неумелом вмешательстве могут быть самыми неожиданными, вплоть до создания аварийной ситуации на дороге.
Технология ремонта порогов своими руками
Порог находится в наиболее агрессивной среде, а потому является местом сильно подверженным коррозии. Если ваш порог проржавел, он требует немедленного ремонта. который вполне под силу выполнить самостоятельно.
Итак, общая последовательность работ по восстановлению порога, следующая:
- Зачистка проблемного места болгаркой с металлической щёткой («волосатым» кругом)
Будьте очень аккуратны во время работы, используйте защитные очки, но лучше маску. В любом случае, средствами защиты пользоваться обязательно нужно, потому что элементы щетки вылетают из нее и могут травмировать лицо и тело.
Если у Вас есть беруши, их лучше использовать, уж очень сильный звук производит инструмент. Зачистка производит много пыли, чтобы сохранить легкие одевайте респиратор.
Обратите внимание на одну небольшую тонкость: когда вы защищаете поверхность «волосатым» кругом металл вышлифовывается, но при этом вы также может накатить (завальцевать) на соседний фрагмент ржавчины металл, что обязательно проявится со временем.
- После того как вы обработали металл, нужно пройтись 120-й (или хотя бы 240-й) шкуркой так, чтобы появились риски. Это требуется для того, чтобы материал, который наносится в следующем пункте хорошо схватился.
- Обработать Цинкарем (могут быть разные варианты, такие как Цинкон, Цинкор) – преобразователями коррозии на основе цинковых и магниевых элементов, ортофосфорной кислоты и т.д. После того, как он «сделает свою работу», нужно повторно пройтись шкуркой до полного удаления остатков Цинкора и ржавчины. Завершить операцию нужно обезжириванием поверхности (сделать это можно, как известно, любым в наличии имеющимся растворителем, Уайт-спирит, нефрас, ацетон и т.д.)
- Чтобы обеспечить порогу надежную защиту наносят эпоксидный грунт.
Почему именно эпоксидный, а не акриловый или кислотный.
Кислотный грунт (он же фосфатирующий, либо реактивный) наносится, чтобы удалить какие-либо элементы коррозии в порах, углублениях, которые вы не смогли вычистить.
Эпоксидный грунт является первичным грунтом и имеет очень плотную структуру, он намного плотнее, чем акриловый. Он не пропускает ни влагу, ни воздух, которые как раз и нужны для процесса коррозии.
- Следующий этап, нанесение баранка (антигравия) – называется он так, потому что похож на баранью шерсть после высыхания. После отвердения его обязательно нужно закрасить, потому что баранок при попадании на него солнечных лучей рассыхается и разрушается. Мыть такой порог будет очень трудно.
Если порог прогнил до дыр, аварийное место вырезают. Вырезанную часть в дальнейшем можно использовать как шаблон, который можно приложить к листу и нацарапать на нем контуры будущей накладки. Отрезать нужно не по намеченному, а чуть с отступом. Вырезанные части порога, которые имеют радиус можно «образмерить» с помощью листа бумаги и в дальнейшем отпилить «накладку» по этому листу и придать ей нужную форму с помощью, например, плоскогубцев и тисков. Далее латка прихватывается точками к порогу машины внахлест.
Во время сварки не пользуйтесь щитком, который нужно держать в руке, лучше обзавестись полноценным хамелеоном, который и плотность затемнения светофильтра подберет автоматически, и защитит все части лица от обжигающего (кожа просто обгорит) влияния инфракрасного излучения. Щиток защищает от прямых лучей, с боков у него защиты нет и отражения от лакированной поверхности автомобиля (от дверей и других его частей), могут попасть в глаза, вызвав их повреждение. Думайте о своем здоровье!
Латочный ремонт порогов достаточно эффективный способ продлить ему жизнь. Тем не менее, это всегда временная мера, так как невозможно вычистить коррозию и обработать защитой порог изнутри, которая даст возможность хозяину поездить еще какое-то время, пособирать денег на замену.
Гарантию качества и долговечности вам даст только капитальный ремонт, т.е. когда порог полностью снимается и обрабатывается по всем поверхностям, либо ставится новый.
Похожее
svarka-master.ru
контактная сварка и ее преимущества, этапы сварочного ремонта
Сварка кузова автомобиля
Давно известно, что автомобильный остов является главным и дорогостоящим элементом любой машины. Именно по этой причине за кузовом надо регулярно ухаживать, своевременно его диагностировать и ремонтировать, не то, в противном случае, не избежать проблем капитального характера. Одной из разновидностей кузовных работ считается сварка.
Автомат или полуавтомат
Автомобилист неопытный, ни разу не использовавший сварочный аппарат, может предположить, что для работ по автомобильному остову современных машин достаточно использования обычного СА переменного тока. В действительности же, это не так.
Простым аппаратом с переменным током просто невозможно добиться получения качественного СВ шва на кузове. Также при его помощи очень сложно будет подобраться к различным труднодоступным зонам, где тоже надо бывает проводить СВ работы.

Типичный сварочный полуавтомат
Примечание. С другой стороны, обычным СВ аппаратом можно хорошо сваривать металл толщиной не меньше 6 мм, но на автомобиле он встречается в малых количествах.
УГЛ полуавтомат
Обычная толщина деталей автомобильного остова составляет примерно 1 мм. Чтобы качественно работать с таким материалом приходится применять более слабый аппарат. Последний не будет прожигать тонкий металл насквозь. К такому, например, относится УГЛ полуавтомат.
Сварка кузова автомобиля, осуществляемая с помощью полуавтомата, не имеет практически никаких сложностей. Научиться применять ее может каждый, а вот с обычным СВ аппаратом дела обстоят гораздо сложнее.
Полуавтомат на углекислом газе подразумевает сварку проволокой или электродом ВФ. Последний намного эффективнее, так как не теряет свойств в условиях использования газа.

Сварка полуавтоматом
УГЛ полуавтомат считается самым популярным среди тюнеров и работников автосервисов. Также этот полуавтомат – завсегдатай гаражей, в которых любители самостоятельного кузовного ремонта проводят свои дни.
Чем же полуавтомат еще отличается от классического автомата? Не считая возможности качественной работы с тонкими материалами, УГЛ полуавтомат дает возможность производить сварку на цветном металле, например, алюминии.
Шов, положенный УГЛ полуавтоматом сваркой будет красивым, ровным и четким. Никакого лишнего напряжения металла в зоне проведения сварки наблюдаться тоже не будет.
Сварка контактная
Работы по кузову: сварка
Процесс сварки давлением при высокой температуре называется контактной. В данном случае металлы, над которыми проводятся работы, должны быть доведены почти до точки начала плавления, но не более.
Сцепка деталей при контактной сварке происходит по причине сближения микролитов до уровня единения между собой. Другими словами, изрядное нагревание металлов вкупе с верным усилием сжатия создают все условия для образования соединения между листами. В процессе дальнейшего охлаждения с сохранением усилия обеспечивается нужная прочность.
Контактная сварка имеет явные преимущества:
- В первую очередь не происходит сквозного теплового подвода, что обеспечивает получение промежуточного участка между точками, а это крайне важно;
- При такой сварке наблюдается незначительное колебание в рабочей зоне, что способствует минимизированию временных затрат на обработку после;
- Преимуществом контактной сварки при кузовных работах является также возможность применения антикор защиты на всем участке СВ работ.
Как нужно правильно осуществлять сварку
Безусловно, переварка деталей или ремонт с помощью сварки должен проводиться четко по намеченному плану. Первым этапом всегда должна быть зачистка деталей, так называемая, подготовительная часть работ.
Как проводится сварка по кузову
В обязательном порядке сварочные зоны на кузовных элементах должны быть хорошенько очищены от следов коррозии, остатков краски и грязи. Если этому не уделить должного внимания, на деталях останется слой, дающий негативные последствия вплоть до полного брака. В некоторых случаях, если детали были подвержены воздействию влажностной среды, будет полезно обработать их токопроводящей грунтовкой.
Основной этап сварочных работ тоже обязан проводиться без ошибок. В частности, температура подвода должна быть порядка 150 градусов, если речь идет о сварке давлением.
Немаловажное значение имеет время непосредственной сварки. Чем оно короче, тем лучше. Для листов при кузовном ремонте во время вытяжки оно составляет 0,2-0,3 секунды.
Кузовной ремонт сродни настоящему искусству. Он включает в себя не только сварочные работы. Читайте интересные замечания и инструкции по ремонту в других статьях нашего сайта.
Устал платить за штрафы? Выход есть!
Забудьте о штрафах с камер! Абсолютно легальная новинка - НАНОПЛЁНКА, которая скрывает ваши номера от ИК камер (которые стоят по всем городам). Подробнее об этом по ссылке.
- Абсолютно легально (статья 12.2.4).
- Скрывает от фото-видеофиксации.
- Устанавливается самостоятельно за 2 минуты.
- Не видна человеческому глазу, не портится из-за погоды.
- Гарантия 2 года,
загрузка...
kuzovspec.ru
Сварка кузова автомобиля своими руками
Один из самых востребованных и распространенных видов работ по ремонту кузова — это его сварка. Так же следует отметить, что именно кузов является основной составляющей любого автомобиля, поэтому к нему должно быть соответствующее отношение, которое предусматривает проведение регулярных осмотров и профилактических работ. Эти факты косвенно сыграли роль в востребованности инструкции и руководства по проведению самостоятельных сварочных работ.
Цена за сварочные работы на СТО довольно-таки приличная, поэтому, если есть гараж, некоторые навыки сварки и простой сварочный инвертор, то работы целесообразно произвести самому.
Выбор сварочного аппарата
Сразу нужно сказать в пользу использования аппарата, который производит сварку проволокой в углекислой среде, которая не допускает кислород к сварочной ванне. Кузовной металл не отличается особой толщиной, всего 0,7-1,2 миллиметра, поэтому использование обычного электрода может привести к прожигам.
Преимущества сварки в углекислой среде с помощью проволоки:
- данный аппарат отличается компактностью и способностью варить листы от 0,3 до 5 миллиметров, сварочный шов отличается твердостью и аккуратностью, что очень важно во время проведения «тонких» сварочных работ;
- углекислотные автоматы являются весьма универсальными и способны заменять сварочные аппараты инверторного тока на всех видах работ.
Продвинутые мастера способны осуществлять весьма «художественные» сварочные работы обычным плавящимся электродом, но менее опытному «сварщику» необходимо будет овладеть приемами постоянного поддержания дуги, подвода электрода под необходимым углом. Для кузовного металла такой метод применим, но явно не для иномарок. Плюсом сварки с помощью плавящего электрода может выступить преимущества неразрывного шва, который обладает весьма большими пределами к растяжению или сжатию при деформации кузова.
Для того, чтобы иметь возможность сварки цветных металлов, которые иногда используются в производстве кузовов, необходимо заменить углекислую среду на инертный газ типа аргона. Проволоку для сварки необходимо применять так же из цветного металла.
Конкретным выводом можно подытожить то, что для сварки кузова лучше всего использовать сварку в среде инертного газа.
Предварительные мероприятия
Так как данный вид работ предусматривает небольшие сложности на всем протяжении процесса сварки кузова, то необходимо с прилежанием отнестись и к подготовительным мероприятиям. Для того, чтобы работа удалась, необходимо соблюсти следующие условия:
- Известно, что наличие электропитания в гараже не всегда отличается стабильностью, поэтому перед подключением газовой сварки необходимо проверить сеть на возможность выдерживать перегрузки. Если же при перегрузке сеть начинает «закорачивать» или выбивать предохранители, то сварку лучше не использовать — можно ее полностью испортить из-за пробойного напряжения;
- Следует подготовить сам сварочный аппарат: для сварки кузова лучше всего использовать флюсовую проволоку с медным сердечником, так как медь обладает достаточной мягкость, при этом создавая сильные неразрывные соединения между двумя металлическими поверхностями, смешиваясь с припоем;
- Сварка осуществляется при прямом контакте проволоки с поверхностью кузова, к которому следует приложить заземление, так как, если этого не сделать, то не замкнется контур, и сварки не будет, а так же могут возникнуть блуждающие токи — причина появления окалины на кузове.
После того, как мы ознакомились с этими условиями, можно приступать к сварочным работам, включив инвертор в сеть и выставив параметры тока.
Технология сварки
Для того, чтобы качество было наилучшим, лучше всего проложить шов стежками по два-три сантиметра через каждые пять. Если использовать этот способ вместо обычного точечного, то можно получить более качественное соединении с усиленной жесткостью и пределом к деформации во время эксплуатации.
Так же стоит отметить, что проварка кузова спереди не актуальна, так как автомобильный кузов испытывает там минимальную нагрузку, а вот проварка днища обязательна с двух сторон. Так же швы обязательно обрабатываются специальным грунтом для сохранения долговечности, так как даже самое крепкое шовное соединение с помощью сварки «не живет» более 7 лет.
Безопасность
При работе со сваркой есть конкретные меры безопасности, соблюдение которых считается обязательным:
- использование щитка и защитных рукавиц;
- слой диэлектрика на полу;
- все кабеля должны быть герметичны;
- аргон не применяется в замкнутых пространствах без вытяжки и вентиляции.
Данные советы помогут любому автолюбителю при наличии базовых сварочных навыков самостоятельно осуществит кузовной ремонт своего четырехколесного, а может и более, друга.
Устал платить за штрафы? Выход есть!
Забудьте о штрафах с камер! Абсолютно легальная новинка - НАНОПЛЁНКА, которая скрывает ваши номера от ИК камер (которые стоят по всем городам). Подробнее об этом по ссылке.
- Абсолютно легально (статья 12.2.4).
- Скрывает от фото-видеофиксации.
- Устанавливается самостоятельно за 2 минуты.
- Не видна человеческому глазу, не портится из-за погоды.
- Гарантия 2 года,
загрузка...
kuzovspec.ru
Сварка кузова. Стоимость работ по сварке кузова
 Практически в любом из современных автомобилей, кузов обладает ресурсом на 10-15 лет активного использования, после чего в нём начинаются активные процессы коррозии. Конечно же, это возможно лишь в том случае, если автомобилю обеспечивается качественный уход и ремонт.
Практически в любом из современных автомобилей, кузов обладает ресурсом на 10-15 лет активного использования, после чего в нём начинаются активные процессы коррозии. Конечно же, это возможно лишь в том случае, если автомобилю обеспечивается качественный уход и ремонт.
Тем не менее, необходимость проводить работы по ремонту, в состав которых и входит сварка, возникает не лишь из-за коррозии, но, к примеру, и после ДТП.
Сварка кузова в заводских условиях
Как известно, готовые кузова не отливаются, а собираются из определённых жестяных деталей, которые после этого и свариваются в одну конструкцию. Конечно же, данный процесс зачастую автоматизирован, но при этом сама технология сильно различается с тем, что происходит в автосервисе или же на производстве, которое ведёт работу с разными видами металлических конструкций. У самого стандартного способа сварки, с укладыванием сварных швов, располагает определёнными недостатками, в частности:
- Сам шов укладывается весьма нелегко.
- Требуется помнить о «ведении» металла, так как в процессе работы он будет сильно нагреваться, из-за чего материал расширяется и деформируется.
- Данный метод связан с сильным расходом побочных материалов.
- швы должны быть прочными и надежными;
- места сварки не должны быть видны даже с близкого расстояния.
На заводе же применяется совершенно другая технология по сварке кузовов автомобилей – там речь идёт зачастую о точечной сварке. В данном случае речь идёт о весьма простом методе, при помощи которого практически не требуется применять расходники, а кроме того детали в производстве позиционируются куда более точно, да и показатели негативного эффекта от расширения металла практически нивелируются.
В самой же технологии не предполагается никаких сложностей – детали устанавливают, и сжимают будущую точку сварки при помощи двух нерасходуемых электродов, посредством которых будет проходить весьма значительный ток. При этом на месте контакта есть проходит очень надежную спайку. При этом Вам не придётся увидеть никаких швов, детали сохраняют свою форму и получают свойство пружинной деформации, что очень хорошо влияет на показатели долговечности.
Конечно же, под такими типами соединений не предполагается, что шов будет абсолютно герметичен, но это можно решить, если нанести специальное герметическое средство на области стыка. А вот кузов, после того, как работы будут закончены, следует полностью окрасить – таким образом, Вы получаете крайне прочную и красивую конструкцию.
Каким образом сваривают элементы кузова в автосервисах
В нашем автосервисе при работе с кузовом автомобиля учитываются несколько важных факторов: в проведении сварочных работ используется высокотехнологическое оборудование и материалы, включая различные виды сварочных аппаратов.
Весь комплекс работ проходит в несколько этапов:
- Предварительная подготовка поверхности. Металлические зоны и детали кузова очищаются от загрязнений – ржавчины, краски и других органических веществ.
- На этапе подхода и сжатия при использовании точечной сварки листы металла соединяются для обеспечения необходимой силы сжатия. При неправильном соединении могут образоваться прожиги материала, и наоборот, чрезмерное давление также не даст возможность провести качественную точечную сварку.
- Непосредственно сварка. Электрический ток, проходя по электродам, нагревает металл и переводит его в жидкое состояние.
- Ковка. Процесс заключается в охлаждении элемента кузова после пропускания тока без уменьшения давления.
- При использовании полуавтоматической сварки процесс автоматизируется благодаря механизированной работе плавящего электрода. Скорость такой сварки заметно выше, чем при использовании других аппаратов. В процессе работы к минимуму снижается тепловое воздействие на рабочие детали кузова, что увеличивает качество швов и по механическим свойствам, и в плане эстетического внешнего вида.
Использование современных материалов
В настоящее время материалы, используемые специалистами нашего автосервиса в сварочных работах, имеют самые высокие показатели и свойства. Современные автомобилисты предъявляют более высокие требования к результатам ремонта кузова. Во-первых, жесткость кузова должна быть существенно увеличена для большей устойчивости автомобиля. Во-вторых, конструкция транспортного средства должна иметь достаточно легкий вес, чтобы снизить расход топлива и объем выбрасываемого оксида углерода.
Для таких целей мы используем самые современные материалы:
- Мягкая сталь. Имеет механическую прочность около 200 мПа, а ее содержание составляет всего 20% в деталях автомобиля.
- Сталь HLE. Входит в линейку самых прочных видов стали, а ее модификации имеют различные степени по типу изготовления, применению и параметрам деформации. Входит в структуру кузова легковых транспортных средств.
- Многофазные стали USIBORи TRIP. Самые современные материалы, которые позволяют увеличить прочность до 1600 мПа. В основном используются для создания противоударных областей каркаса автомобиля.
Сварочное оборудование
Сварочный полуавтомат
Данный вид устройства можно назвать наиболее часто применяемым в процессе проведения работ по сварке кузова автомобиля. Он настолько популярен за счёт того, что устройство очень удобно в применении.
Технический параметр сварочного полуавтомата также вполне простой – речь идёт о таком же преобразователе тока, как и в отношении других. Вот только список расходных материалов будет несколько различаться. В роли основного здесь выступает проволока для сварки, с разным диаметром. В большинстве случаев её будет покрывать слой меди с углекислым газом. Медь нужна для того, чтобы обеспечить хороший электрический контакт, тогда как с помощью углекислого газа, можно исключить контакт между кислородом и металлом.
В отличие от любого простого аппарата для сварки, полуавтомат даёт возможность регулировки не лишь силы тока, но и скорости, с которой подаётся сварочная проволока, благодаря чему возможна весьма точная его настройка. С помощью такого аппарата производится множество тонких и совершенно незаметных швов, при этом показатели прочности в соединении не страдают.
Инвертор
Инверторные устройства также приобрели необычайную популярность в последние годы, несмотря на то, что сами по себе они являются несколько усовершенствованными простыми сварочными аппаратами, с использованием современных компонентов. Главное, чем инвертор отличается от других устройств – это метод, на основе которого преобразовывается ток – в нём в отличие от стандартного, показатели частоты преобразования будут куда более высокими.
За счёт таких нововведений, сварочный аппарат получил весьма небольшие размеры и вес. При этом он не показывает большой чувствительности к пониженным вариантам напряжения, тогда как дуга разжигается крайне легко.
В процессе сварки кузова автомобиля инверторным аппаратом, подразумевается, что используются те же электроды, что и при типовой сварке.
Работа в данном случае, хоть и будет очень простой, но результаты впечатлят любого владельца автомобиля. Выходит очень ровный шов, но и очень толстый. Металл нагревается сильнее, поэтому после работы могут появиться и деформации на деталях. Тем не менее, если требуется сварка на совершенно незаметном месте – данный вариант вполне подойдёт.
avtocolorist.ru