Схема затяжки болтов головки блока цилиндров д 240
Блок цилиндров, головка и клапаны дизельного двигателя Д-243/Д-242
___________________________________________________________________
Блок цилиндров, головка и клапаны дизельного двигателя Д-243/Д-242
Головка блока цилиндров дизеля Д-243/Д-242
Головка блока цилиндров двигателя Д-243/242 тракторов МТЗ, ЮМЗ, экскаватора ЕК-12/14 представляет собой чугунную отливку, во внутренних полостях которой имеются впускные и выпускные каналы, закрываемые клапанами.
Для обеспечения отвода тепла головка цилиндров имеет внутренние полости, в которых циркулирует охлаждающая жидкость. На головке блока цилиндров сверху устанавливаются стойки, ось коромысел с коромыслами, крышка головки, впускной коллектор и колпак крышки, закрывающий клапанный механизм.
Со стороны топливного насоса в головке блока установлены четыре форсунки, а со стороны генератора к головке крепится выпускной коллектор.
Для уплотнения разъема между головкой и блоком цилиндров установлена прокладка из армированного перфорированным стальным листом асбестового или безасбестового полотна. Отверстия для гильз цилиндров и масляного канала окантованы стальными обечайками.
Контроль затяжки болтов крепления головки блока цилиндров Д-243/Д-242
Проверку затяжки болтов крепления головки цилиндров дизеля Д-243/242 тракторов МТЗ, ЮМЗ, экскаватора ЕК-12/14 производите по окончании обкатки и через 1000 часов работы на прогретом дизеле в следующем порядке:
- снимите колпак и крышку головки цилиндров;
- снимите ось коромысел с коромыслами и стойками;
- динамометрическим ключом проверьте затяжку всех болтов крепления головки цилиндров в последовательности, указанной на рисунке 19, и, при необходимости, произведите подтяжку. Момент затяжки -200±10 Нм.
После проверки затяжки болтов крепления головки блока цилиндров установите на место ось коромысел и отрегулируйте зазор между клапанами и коромыслами.
Схема последовательности затяжки болтов крепления головки блока цилиндров дизеля Д-243/Д-242Д
Блок цилиндров дизельного двигателя Д-243/Д-242
Блок цилиндров является основной корпусной деталью дизеля и представляет собой жесткую чугунную отливку. В вертикальных расточках блока установлены четыре съемные гильзы, изготовленные из специального чугуна.
Гильза устанавливается в блок цилиндров тракторов МТЗ, ЮМЗ, экскаватора ЕК-12/14 по двум центрирующим поясам: верхнему и нижнему.
В верхнем поясе гильза закрепляется буртом, в нижнем - уплотняется двумя резиновыми кольцами, размещенными в канавках блока цилиндров. Гильзы по внутреннему диаметру сортируются на три размерные группы: большая (Б), средняя (С) и малая (М). Маркировка группы наносится на заходном конусе гильзы.
Нужно устанавливать гильзы блока одной размерной группы. Между стенками блока цилиндров и гильзами циркулирует охлаждающая жидкость.Торцовые стенки и поперечные перегородки блока цилиндров имеют приливы, предназначенные для образования опор коленчатого вала.
На эти приливы установлены крышки. Приливы вместе с крышками образуют постели для коренных подшипников. Постели под вкладыши коренных подшипников расточены с одной установки в сборе с крышками коренных подшипников. Менять крышки местами не допускается.
Блок цилиндров Д-243/Д-242 имеет продольный канал, от которого по поперечным каналам масло поступает к коренным подшипникам коленчатого вала и подшипникам распределительного вала.
На наружных поверхностях блока цилиндров имеются обработанные привалочные плоскости для крепления центробежного масляного фильтра, водяного насоса, фильтров грубой и тонкой очистки топлива, маслозаливной горловины.
Газораспределительный механизм ГРМ дизельного двс Д-243
Механизм газораспределения двигателя Д-243/242 тракторов МТЗ, ЮМЗ, экскаватора ЕК-12/14 состоит из распределительного вала, впускных и выпускных клапанов, а также деталей их установки и привода: толкателей, штанг, коромысел, регулировочных винтов с гайками, тарелок с сухариками, пружин, стоек и оси коромысел.
Распредвал - трехопорный, приводится в действие от коленчатого вала через шестерню распределения. Подшипниками распределительного вала служат три втулки, запрессованные в расточки блока.
Передняя втулка (со стороны вентилятора) из алюминиевого сплава, имеет упорный бурт, удерживающий распредвал от осевого перемещения, остальные втулки чугунные.
Толкатели двигателя – стальные. Рабочая поверхность тарелки толкателя наплавлена отбеленным чугуном и имеет сферическую поверхность большого радиуса (750 мм). В результате того, что кулачки распределительного вала изготовлены с небольшим конусом, толкатели в процессе работы совершают вращательное движение.
Штанги толкателей изготовлены из стального прутка. Сферическая часть, входящая внутрь толкателя, и чашка штанги закалены. Коромысла клапанов двигателя МТЗ-82 - стальные, качаются на оси, установленной на четырех стойках.
Крайние стойки - повышенной жесткости. Ось коромысел полая, имеет восемь радиальных отверстий для смазки коромысел. Перемещение коромысел вдоль оси ограничивается распорными пружинами.
Впускные и выпускные клапаны двс Д-243/Д-242 изготовлены из жаропрочной стали. Они перемещаются в направляющих втулках, запрессованных в головку цилиндров. Каждый клапан закрывается под действием двух пружин: наружной и внутренней, которые воздействуют на клапан через тарелку и сухарики.
Уплотнительные манжеты, установленные на направляющие втулки клапанов, исключают попадание масла в цилиндры дизеля и выпускной коллектор через зазоры между стержнями клапанов и направляющими втулками.
Контроль зазора между клапанами и коромыслами двс Д-243/Д-242
Зазоры между клапанами и коромыслами проверяйте и, при необходимости, регулируйте через каждые 500 часов работы, а также после снятия головки цилиндров, подтяжки болтов крепления головки цилиндров и при появлении стука клапанов.
Зазор между бойком коромысла и торцом стержня клапана при проверке на непрогретом дизеле ( температура воды и масла должна быть не более 60 ºС) должен быть:
Для двигателя Д-243/Д-242 и его модификаций:
- впускные и выпускные клапаны - 0,25 мм (+0,10 -0,05)При регулировке зазор между торцом стержня клапана и бойком коромысла на непрогретом дизеле устанавливайте: впускные и выпускные клапаны – 0,25 мм (-0,05)
Регулировку клапанов двигателя Д-243/Д-242 производите в следующей последовательности:
- снимите колпак крышки головки цилиндров и проверьте крепление стоек оси коромысел;- проверните коленчатый вал до момента перекрытия клапанов в первом цилиндре (впускной клапан первого цилиндра начинает открываться, а выпускной заканчивает закрываться) и отрегулируйте зазоры в четвертом, шестом, седьмом и восьмом клапанах (считая от вентилятора), затем поверните коленчатый вал на один оборот, установив перекрытие в четвертом цилиндре, и отрегулируйте зазоры в первом, втором, третьем и пятом клапанах.
Для регулировки зазора отпустите контргайку винта на коромысле регулируемого клапана и, поворачивая винт, установите необходимый зазор по щупу между бойком коромысла и торцом стержня клапана. После установки зазора затяните контргайку. По окончании регулировки зазора в клапанах поставьте на место колпак крышки головки цилиндров.
avtodisel.ru
Ремонт агрегатов трактора МТЗ-82. Цилиндропоршневая группа — Практическое пособие по текущему ремонту тракторов МТЗ-80, МТЗ-82 — Продажа тракторов и спецтехники
Ремонт агрегатов трактора МТЗ-82. Цилиндропоршневая группа
>> Вернуться к содержанию
Детали цилиндропоршневой группы заменяют при увеличенном расходе картерного масла или повышенном проникновении газов в картер дизеля, замеренных диагностическими средствами.
Если диагностические параметры достигли значений, превышающих допустимые, то дизель разбирают.
Для проведения технической экспертизы деталей снимают головку цилиндров и поддон картера. Если после снятия головки на поверхности блока обнаружатся трещины, то дальнейшую разборку прекращают, дизель снимают с трактора и отправляют в ремонт.
При отсутствии явных дефектов демонтируют масляный насос, трубопроводы и крышки шатунных подшипников, извлекают поршни в сборе с шатунами из гильз цилиндров.
Среди деталей цилиндропоршневой группы износу наиболее подвержены: поршневые кольца, поршень, втулка верхней головки шатуна, вкладыши шатунных подшипников, гильзы цилиндров (рис. 2.1.29, 2.1.30).
Диаметр гильзы замеряют (рис. 2.1.31) в месте наибольшего износа верхнего пояса гильзы сначала в плоскости, параллельной оси коленчатого вала, а затем в плоскости качания шатуна. Гильзу заменяют при износе ее рабочей поверхности более 0,4 мм на диаметр или при овальности и конусности, превышающих 0,06 мм.
Диаметр юбки поршня измеряют в плоскости, перпендикулярной к отверстию под поршневой палец (рис. 2.1.32).
Кроме диаметра юбки, у поршня контролируют зазоры по высоте между канавками поршня и поршневыми кольцами (рис. 2.1.33).
Если зазор между канавкой поршня и новым поршневым кольцом превышает допустимый размер, поршень заменяют.
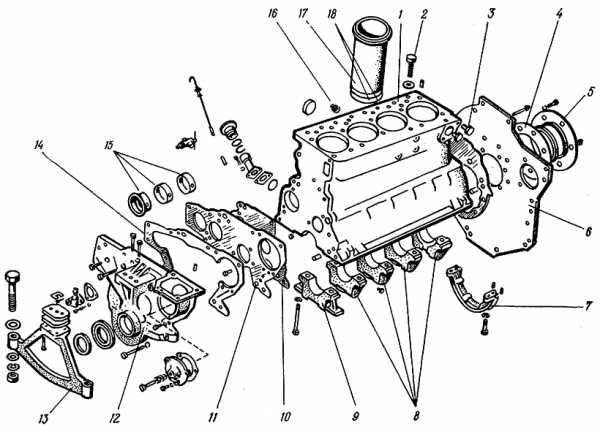
Рис. 2.1.29. Взаимное расположение деталей блока цилиндров: 1 — блок цилиндров; 2 — болт; 3 — рым-болт; 4, 10, 14 — прокладки; 5 — корпус сальника; 6 — задний лист дизеля; 7 — опора картера; 8 — крышки; 9 — крышка коренного подшипника; 11 — щит; 12 — крышка шестерен; 13 — опора; 15 — втулки; 16 — пробка; 17 — гильза цилиндра; 18 — кольца гильзы
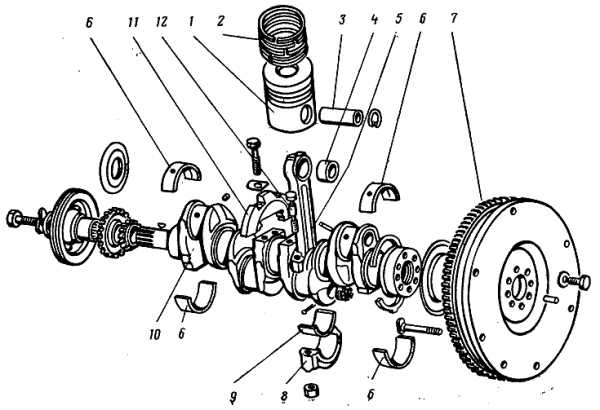
Рис. 2.1.30. Взаимное расположение деталей кривошипно-шатунной группы: 1 — поршень; 2 — поршневые кольца; 3 — поршневой палец; 4 — втулка верхней головки шатуна; 5 — шатун; 6 — коренной вкладыш; 7 — маховик; 8 — крышка шатуна; 9 — вкладыш шатуна; 10 — коленчатый вал; 11 — противовес; 12 — болт
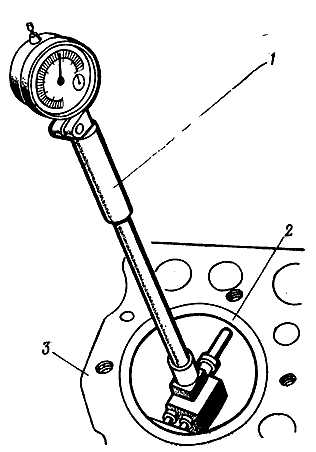 |
Рис. 2.1.31. Измерение диаметра гильзы цилиндра: 1 — индикаторный нутромер; 2 — гильза цилиндра; 3 — блок цилиндров |
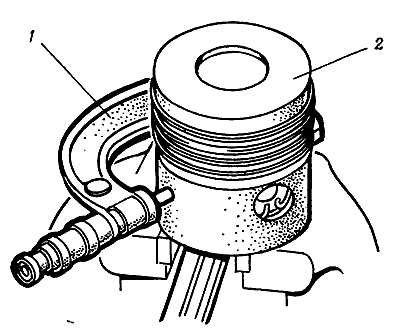 |
Рис. 2.1.32. Измерение диаметра юбки поршня: 1 — микрометр; 2 — поршень |
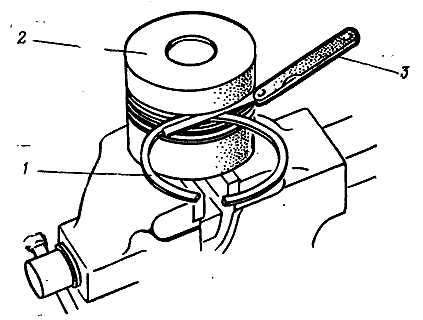 |
Рис. 2.1.33. Измерение зазора между канавкой поршня и поршневым кольцом: 1 — кольцо; 2 — поршень; 3 — пластинчатый щуп |
Основные показатели цилиндропоршневой группы
Зазор между юбкой поршня и гильзой цилиндра, мм: |
|
номинальный |
0,18—0,20 |
допустимый |
0,26 |
Зазор в замке поршневых колец, мм: |
|
номинальный |
0,40—0,80 |
допустимый |
4,0 |
Зазор по высоте между канавкой поршня и поршневым кольцом, мм: номинальный |
|
для компрессионных колец |
0,08—0,12 |
для маслосъемных колец |
0,05—0,09 |
допустимый |
0,30 |
Цилиндропоршневую группу в сборе заменяют при зазоре (разности диаметров) между юбкой поршня и гильзой, превышающем допустимое значение.
Гильзы из блока выпрессовывают специальным съемником (рис. 2.1.34).
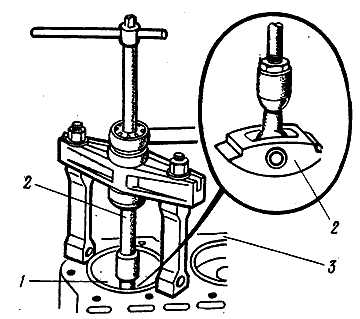
Рис. 2.1.34. Выпрессовка гильзы из блока цилиндров: 1 — гильза цилиндра; 2 — съемник; 3 — блок цилиндров
Если диаметры гильзы и поршня в пределах нормы, рекомендуется выпрессовать гильзу из блока, повернуть ее вокруг оси на 90°, так как гильза и поршень более всего изнашиваются в плоскости качания шатуна, и вновь запрессовать гильзу в блок.
Поршневые кольца заменяют, если зазор в замке кольца превышает допустимое значение при установке кольца в неизношенную верхнюю часть гильзы.
Перед оборкой цилиндропоршневой группы проверяют параметры поршневого пальца, шатуна и состояние втулки верхней головки шатуна. Втулку заменяют при увеличении диаметра отверстия под поршневой палец или ослаблении посадки в верхней головке шатуна. Поршневой палец и втулку верхней головки шатуна заменяют при зазоре между пальцем и втулкой более 0,06 мм. Палец заменяют при овальности и конусности более 0,02 мм.
Изгиб и скручивание шатуна проверяют на приборе КИ-724 (рис. 2.1.35).
При сборке шатуна в его верхнюю головку вначале запрессовывают втулку (рис. 2.1.36).
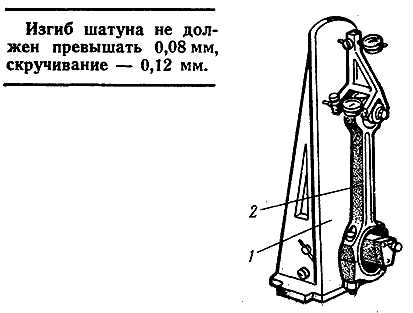 |
Рис. 2.1.35. Измерение шатуна на изгиб и скручивание: 1 — прибор КИ-724; 2 — шатун |
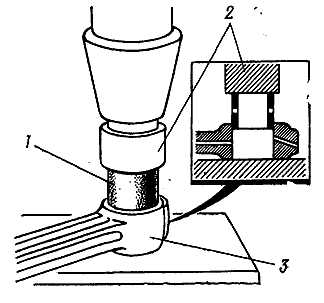 |
Рис. 2.1.36. Запрессовка втулки в верхнюю головку шатуна: 1 —втулка; 2 — пресс; 3 — шатун |
Чтобы подогнать отверстие втулки верхней головки шатуна под поршневой палец, его обрабатывают регулируемой разверткой или раскаткой. Зазор между отверстием втулки верхней головки шатуна и поршневым пальцем должен быть не более 0,03 мм.
Тонкостенные сменные вкладыши шатунных подшипников коленчатого вала изготовлены с высокой точностью. Необходимый диаметральный зазор при неизменной постели подшипника обеспечивается соответствующим и диаметрами шеек коленчатого вала. Поэтому вкладыши при ремонте дизеля заменяют без каких-либо подгоночных операций и только попарно. Не допускаются: замена одного вкладыша из пары; опиливание или шабрение стыков вкладышей либо крышек подшипников; установка прокладок между вкладышами и постелью, между крышкой и шатуном. При замене размерная группа вкладышей должна соответствовать размерной группе шеек коленчатого вала.
Перед установкой новых деталей цилиндропоршневой группы их подбирают по размерным группам. Гильзы цилиндров сортируют на размерные группы по внутреннему диаметру, а поршни — по наружному диаметру юбки в нижней части. Поршни и гильзы цилиндров, устанавливаемые на один дизель, должны быть одной размерной группы.
Размерные группы цилиндров и поршней дизеля Д-240
Обозначение размерной группы |
Диаметр гильзы цилиндра, мм |
Диаметр юбки поршня в нижней части по наибольшему измерению, мм |
М |
110,00—110,02 |
109.88—109,90 |
С |
110,02—110,04 |
109.90—109,92 |
Б |
110,04—110,06 |
109,92—109,94 |
Обозначение размерных групп нанесено на нерабочем верхнем торце гильзы и на днище поршня. Перед установкой гильзы в блок резиновые уплотнения заменяют. Гильзу устанавливают, нанося легкие удары молотком по ступенчатой оправке (рис. 2.1.37). Если гильза входит в блок туго, то для ее запрессовки используют специальное винтовое приспособление (рис. 2.1.38). По окончаний запрессовки намеряют выступание бурта гильзы над поверхностью блока индикатором (рис. 2.1.39). Выступание бурта должно быть в пределах 0,065— 0,165 мм.
Рис. 2.1.37. Оправка для запрессовки гильзы цилиндра |
|
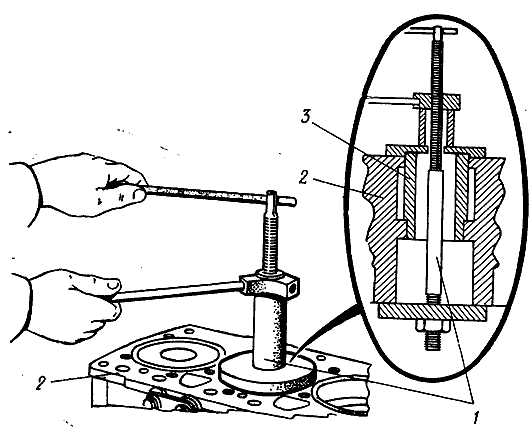 |
Рис. 2.1.38. Запрессовка гильзы цилиндра винтовым приспособлением: 1 — приспособление; 2 — блок цилиндров; 3 — гильза цилиндра |
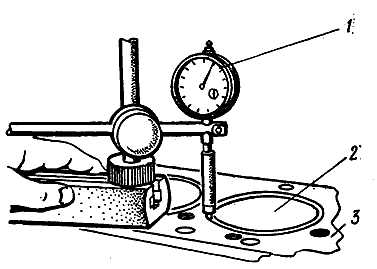 |
Рис. 2.1.39. Проверка выступания бурта гильзы цилиндра: 1 — индикатор; 2 — гильза цилиндра; 3 — блок цилиндров |
В случае утопания гильз допускается установка медных прокладок под бурт гильзы. При подборе поршней обращают внимание на размерные группы поршневых пальцев; их внутренняя поверхность и бобышка поршня маркированы краской. Поршни и поршневые пальцы подбирают одной размерной группы, что подтверждается одинаковой маркировкой. Поршневой палец запрессовывают в поршень, предварительно нагрев поршень в масле до температуры 70—80° С. Разность между массами шатунов в сборе с поршнями, устанавливаемых на один дизель Д-240, не должна превышать 15 г.
Упругость поршневых колец проверяют на приспособлении МИП-100 (рис. 2.1.40). При зазоре в замках, равном 0,3—6,6 мм (рис. 2.1.41), упругость колец не должна превышать: первого (верхнего) — 60—82 Н, второго и третьего — 58—78 Н.
Поршневые кольца на поршень устанавливают в определенном порядке с использованием приспособления, которое предохраняет кольца от случайных поломок (рис. 2.1.42). Кольца, установленные в канавки поршня, должны свободно перемещаться при поворачивании поршня и утопать в канавках под действием собственной массы.
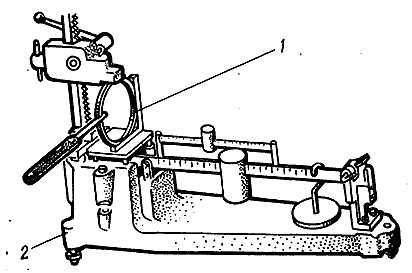 |
Рис. 2.1.40. Проверка упругости поршневых колец: 1 — поршневое кольцо; 2 — приспособление МИП-100 |
 |
Рис. 2.1.41. Измерение зазора в замке поршневого кольца: 1 — пластинчатый щуп; 2 — поршневое кольцо |
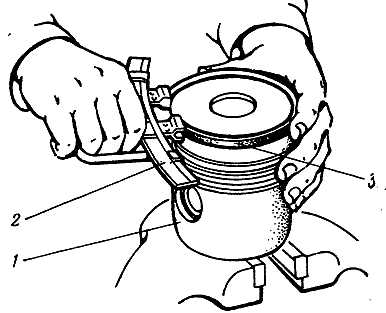 |
Рис. 2.1.42. Установка поршневого кольца: 1 — поршень; 2 — приспособление; 3 — поршневое кольцо |
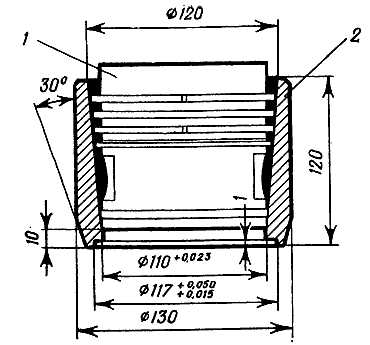 |
Рис. 2.1.43. Конусная оправка для установки поршня: 1 — поршень; 2 — оправка |
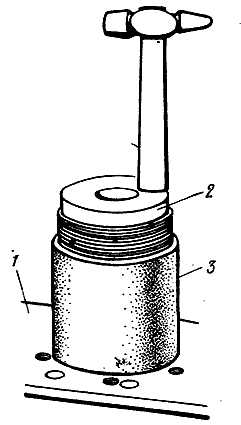 |
Рис. 2.1.44. Установка поршня с шатуном в блок цилиндров: 1 — блок цилиндров; 2 — поршень; 3 — оправка |
Замки первого и третьего поршневых колец располагают в канавках поршня под углом 180° относительно замков второго и четвертого колец. Поршень в сборе с кольцами и шатуном обильно смазывают дизельным маслом и посредством конусной оправки (рис. 2.1.43) устанавливают в гильзу цилиндра, слегка постукивая по днищу поршня рукояткой молотка (рис. 2.1.44).
Болты шатунных подшипников затягивают динамометрическим ключом в два — три приема.
Регулировочные данные при сборке дизеля Д-240
Момент окончательной затяжки гаек крепления головки цилиндров, Н-м |
150—170 |
Момент затяжки шатунных подшипников, Н-м |
140—160 |
Зазор между стержнем клапана и бойком коромысла (тепловой зазор) на холодном дизеле, мм |
0,25—0,30 |
Поршень при нахождении в ВМТ не должен выступать выше поверхности блока более чем на 0,5 мм.
После установки цилиндропоршневой группы и крышек шатунных подшипников устанавливают масляный насос, его нагнетательные и всасывающие трубопроводы и закрывают поддон картера. Прокладку картера с двух сторон смазывают графитной пастой (40% графитного порошка и 60% дизельного масла) или герметиком «Эластосил 137-83»; в цилиндры заливают по 30—50 г дизельного масла. Прокладку головки цилиндров с обеих сторон также смазывают графитной пастой. Болты крепления головки затягивают динамометрическим ключом (рис. 2.1.45) в определенной последовательности (рис. 2.1.46) в два — три приема. Затем устанавливают штанги и оси коромысел в сборе с коромыслами.
Момент затяжки гаек крепления головки цилиндров и тепловые зазоры в клапанном механизме должны соответствовать регулировочным данным при оборке дизеля Д-240.
Рис. 2.1.45. Затяжка болтов крепления головки цилиндров: 1 — динамометрический ключ; 2 — головка цилиндров |
|
Рис. 2.1.46. Порядок затяжки болтов крепления головки цилиндров |
|
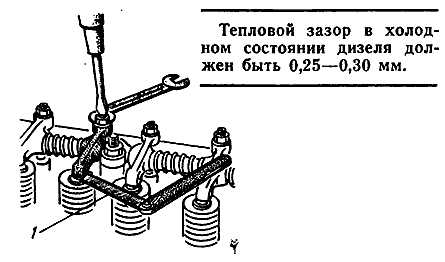 |
Рис. 2.1.47. Регулировка теплового зазора в клапанном механизме: 1 — пластинчатый щуп |
>> Вернуться к содержанию
old.mtzveles.ru
Комплектующие детали блока цилиндров и клапаны двигателя Д-243
Комплектующие детали блока цилиндров и клапаны двигателя Д-243
Головка блока цилиндров дизеля Д-243
Головка блока цилиндров двигателя Д-243 трактора МТЗ-82/80 представляет собой чугунную отливку, во внутренних полостях которой имеются впускные и выпускные каналы, закрываемые клапанами.
Для обеспечения отвода тепла головка цилиндров имеет внутренние полости, в которых циркулирует охлаждающая жидкость. На головке блока цилиндров сверху устанавливаются стойки, ось коромысел с коромыслами, крышка головки, впускной коллектор и колпак крышки, закрывающий клапанный механизм.
Со стороны топливного насоса в головке блока двигателя МТЗ-82/80 установлены четыре форсунки, а со стороны генератора к головке крепится выпускной коллектор.
Для уплотнения разъема между головкой и блоком цилиндров установлена прокладка из армированного перфорированным стальным листом асбестового или безасбестового полотна. Отверстия для гильз цилиндров и масляного канала окантованы стальными обечайками.
Проверка затяжки болтов крепления головки блока цилиндров двс Д-243
Проверку затяжки болтов крепления головки цилиндров двс Д-243 трактора МТЗ-82/80 производите по окончании обкатки и через 1000 часов работы на прогретом дизеле в следующем порядке:
- снимите колпак и крышку головки цилиндров;
- снимите ось коромысел с коромыслами и стойками;
- динамометрическим ключом проверьте затяжку всех болтов крепления головки цилиндров в последовательности, указанной на рисунке 19, и, при необходимости, произведите подтяжку. Момент затяжки -200±10 Нм.
После проверки затяжки болтов крепления головки блока цилиндров двигателя установите на место ось коромысел и отрегулируйте зазор между клапанами и коромыслами.
Схема последовательности затяжки болтов крепления головки блока цилиндров дизельного двигателя Д-243
Блок цилиндров дизельного двигателя Д-243
Блок цилиндров является основной корпусной деталью дизеля и представляет собой жесткую чугунную отливку. В вертикальных расточках блока установлены четыре съемные гильзы, изготовленные из специального чугуна.
Гильза устанавливается в блок цилиндров двигателя МТЗ-82/80 по двум центрирующим поясам: верхнему и нижнему. В верхнем поясе гильза закрепляется буртом, в нижнем - уплотняется двумя резиновыми кольцами, размещенными в канавках блока цилиндров.
Гильзы по внутреннему диаметру сортируются на три размерные группы: большая (Б), средняя (С) и малая (М). Маркировка группы наносится на заходном конусе гильзы.
Нужно устанавливать гильзы блока двс Д-243 одной размерной группы. Между стенками блока цилиндров и гильзами циркулирует охлаждающая жидкость.Торцовые стенки и поперечные перегородки блока цилиндров имеют приливы, предназначенные для образования опор коленчатого вала.
На эти приливы установлены крышки. Приливы вместе с крышками образуют постели для коренных подшипников. Постели под вкладыши коренных подшипников расточены с одной установки в сборе с крышками коренных подшипников. Менять крышки местами не допускается.
Блок цилиндров Д-243 имеет продольный канал, от которого по поперечным каналам масло поступает к коренным подшипникам коленчатого вала и подшипникам распределительного вала.
На наружных поверхностях блока цилиндров имеются обработанные привалочные плоскости для крепления центробежного масляного фильтра, водяного насоса, фильтров грубой и тонкой очистки топлива, маслозаливной горловины.
Газораспределительный механизм ГРМ дизеля Д-243
Механизм газораспределения двигателя Д-243 трактора МТЗ-82/80 состоит из распределительного вала, впускных и выпускных клапанов, а также деталей их установки и привода: толкателей, штанг, коромысел, регулировочных винтов с гайками, тарелок с сухариками, пружин, стоек и оси коромысел.
Распредвал - трехопорный, приводится в действие от коленчатого вала через шестерню распределения. Подшипниками распределительного вала служат три втулки, запрессованные в расточки блока. Передняя втулка (со стороны вентилятора) из алюминиевого сплава, имеет упорный бурт, удерживающий распредвал от осевого перемещения, остальные втулки чугунные.
Толкатели двигателя Д-243– стальные. Рабочая поверхность тарелки толкателя наплавлена отбеленным чугуном и имеет сферическую поверхность большого радиуса (750 мм). В результате того, что кулачки распределительного вала изготовлены с небольшим конусом, толкатели в процессе работы совершают вращательное движение.
Штанги толкателей изготовлены из стального прутка. Сферическая часть, входящая внутрь толкателя, и чашка штанги закалены. Коромысла клапанов двигателя МТЗ-82/80 - стальные, качаются на оси, установленной на четырех стойках.
Крайние стойки - повышенной жесткости. Ось коромысел полая, имеет восемь радиальных отверстий для смазки коромысел. Перемещение коромысел вдоль оси ограничивается распорными пружинами.
Впускные и выпускные клапаны двс Д-243 изготовлены из жаропрочной стали. Они перемещаются в направляющих втулках, запрессованных в головку цилиндров. Каждый клапан Д-243 закрывается под действием двух пружин: наружной и внутренней, которые воздействуют на клапан через тарелку и сухарики.
Уплотнительные манжеты, установленные на направляющие втулки клапанов, исключают попадание масла в цилиндры дизеля и выпускной коллектор через зазоры между стержнями клапанов и направляющими втулками.
Проверка зазора между клапанами и коромыслами дизельного двигателя Д-243
Зазоры между клапанами и коромыслами двигателя проверяйте и, при необходимости, регулируйте через каждые 500 часов работы, а также после снятия головки цилиндров, подтяжки болтов крепления головки цилиндров и при появлении стука клапанов.
Зазор между бойком коромысла и торцом стержня клапана при проверке на непрогретом дизеле ( температура воды и масла должна быть не более 60 ºС) должен быть:
Для двигателя Д-243 и его модификаций:
- впускные и выпускные клапаны - 0,25 мм (+0,10 -0,05)При регулировке зазор между торцом стержня клапана и бойком коромысла на непрогретом дизеле устанавливайте: впускные и выпускные клапаны – 0,25 мм (-0,05)
Регулировку клапанов двигателя Д-243 производите в следующей последовательности:
- снимите колпак крышки головки цилиндров и проверьте крепление стоек оси коромысел;- проверните коленчатый вал двигателя МТЗ-82/80 до момента перекрытия клапанов в первом цилиндре (впускной клапан первого цилиндра начинает открываться, а выпускной заканчивает закрываться) и отрегулируйте зазоры в четвертом, шестом, седьмом и восьмом клапанах (считая от вентилятора), затем поверните коленчатый вал на один оборот, установив перекрытие в четвертом цилиндре, и отрегулируйте зазоры в первом, втором, третьем и пятом клапанах.
Для регулировки зазора отпустите контргайку винта на коромысле регулируемого клапана и, поворачивая винт, установите необходимый зазор по щупу между бойком коромысла и торцом стержня клапана. После установки зазора затяните контргайку.
По окончании регулировки зазора в клапанах поставьте на место колпак крышки головки цилиндров.
_______________________________________________________________________________________________
_______________________________________________________________________________________________
_______________________________________________________________________________________________
_______________________________________________________________________________________________
_______________________________________________________________________________________________
specsts.ru
Ремонт агрегатов трактора МТЗ-82. Цилиндропоршневая группа — Практическое пособие по текущему ремонту тракторов МТЗ-80, МТЗ-82 — Продажа тракторов и спецтехники
Ремонт агрегатов трактора МТЗ-82. Цилиндропоршневая группа
>> Вернуться к содержанию
Детали цилиндропоршневой группы заменяют при увеличенном расходе картерного масла или повышенном проникновении газов в картер дизеля, замеренных диагностическими средствами.
Если диагностические параметры достигли значений, превышающих допустимые, то дизель разбирают.
Для проведения технической экспертизы деталей снимают головку цилиндров и поддон картера. Если после снятия головки на поверхности блока обнаружатся трещины, то дальнейшую разборку прекращают, дизель снимают с трактора и отправляют в ремонт.
При отсутствии явных дефектов демонтируют масляный насос, трубопроводы и крышки шатунных подшипников, извлекают поршни в сборе с шатунами из гильз цилиндров.
Среди деталей цилиндропоршневой группы износу наиболее подвержены: поршневые кольца, поршень, втулка верхней головки шатуна, вкладыши шатунных подшипников, гильзы цилиндров (рис. 2.1.29, 2.1.30).
Диаметр гильзы замеряют (рис. 2.1.31) в месте наибольшего износа верхнего пояса гильзы сначала в плоскости, параллельной оси коленчатого вала, а затем в плоскости качания шатуна. Гильзу заменяют при износе ее рабочей поверхности более 0,4 мм на диаметр или при овальности и конусности, превышающих 0,06 мм.
Диаметр юбки поршня измеряют в плоскости, перпендикулярной к отверстию под поршневой палец (рис. 2.1.32).
Кроме диаметра юбки, у поршня контролируют зазоры по высоте между канавками поршня и поршневыми кольцами (рис. 2.1.33).
Если зазор между канавкой поршня и новым поршневым кольцом превышает допустимый размер, поршень заменяют.
Рис. 2.1.29. Взаимное расположение деталей блока цилиндров: 1 — блок цилиндров; 2 — болт; 3 — рым-болт; 4, 10, 14 — прокладки; 5 — корпус сальника; 6 — задний лист дизеля; 7 — опора картера; 8 — крышки; 9 — крышка коренного подшипника; 11 — щит; 12 — крышка шестерен; 13 — опора; 15 — втулки; 16 — пробка; 17 — гильза цилиндра; 18 — кольца гильзы
Рис. 2.1.30. Взаимное расположение деталей кривошипно-шатунной группы: 1 — поршень; 2 — поршневые кольца; 3 — поршневой палец; 4 — втулка верхней головки шатуна; 5 — шатун; 6 — коренной вкладыш; 7 — маховик; 8 — крышка шатуна; 9 — вкладыш шатуна; 10 — коленчатый вал; 11 — противовес; 12 — болт
Рис. 2.1.31. Измерение диаметра гильзы цилиндра: 1 — индикаторный нутромер; 2 — гильза цилиндра; 3 — блок цилиндров |
|
Рис. 2.1.32. Измерение диаметра юбки поршня: 1 — микрометр; 2 — поршень |
|
Рис. 2.1.33. Измерение зазора между канавкой поршня и поршневым кольцом: 1 — кольцо; 2 — поршень; 3 — пластинчатый щуп |
Основные показатели цилиндропоршневой группы
Зазор между юбкой поршня и гильзой цилиндра, мм: |
|
номинальный |
0,18—0,20 |
допустимый |
0,26 |
Зазор в замке поршневых колец, мм: |
|
номинальный |
0,40—0,80 |
допустимый |
4,0 |
Зазор по высоте между канавкой поршня и поршневым кольцом, мм: номинальный |
|
для компрессионных колец |
0,08—0,12 |
для маслосъемных колец |
0,05—0,09 |
допустимый |
0,30 |
Цилиндропоршневую группу в сборе заменяют при зазоре (разности диаметров) между юбкой поршня и гильзой, превышающем допустимое значение.
Гильзы из блока выпрессовывают специальным съемником (рис. 2.1.34).
Рис. 2.1.34. Выпрессовка гильзы из блока цилиндров: 1 — гильза цилиндра; 2 — съемник; 3 — блок цилиндров
Если диаметры гильзы и поршня в пределах нормы, рекомендуется выпрессовать гильзу из блока, повернуть ее вокруг оси на 90°, так как гильза и поршень более всего изнашиваются в плоскости качания шатуна, и вновь запрессовать гильзу в блок.
Поршневые кольца заменяют, если зазор в замке кольца превышает допустимое значение при установке кольца в неизношенную верхнюю часть гильзы.
Перед оборкой цилиндропоршневой группы проверяют параметры поршневого пальца, шатуна и состояние втулки верхней головки шатуна. Втулку заменяют при увеличении диаметра отверстия под поршневой палец или ослаблении посадки в верхней головке шатуна. Поршневой палец и втулку верхней головки шатуна заменяют при зазоре между пальцем и втулкой более 0,06 мм. Палец заменяют при овальности и конусности более 0,02 мм.
Изгиб и скручивание шатуна проверяют на приборе КИ-724 (рис. 2.1.35).
При сборке шатуна в его верхнюю головку вначале запрессовывают втулку (рис. 2.1.36).
Рис. 2.1.35. Измерение шатуна на изгиб и скручивание: 1 — прибор КИ-724; 2 — шатун |
|
Рис. 2.1.36. Запрессовка втулки в верхнюю головку шатуна: 1 —втулка; 2 — пресс; 3 — шатун |
Чтобы подогнать отверстие втулки верхней головки шатуна под поршневой палец, его обрабатывают регулируемой разверткой или раскаткой. Зазор между отверстием втулки верхней головки шатуна и поршневым пальцем должен быть не более 0,03 мм.
Тонкостенные сменные вкладыши шатунных подшипников коленчатого вала изготовлены с высокой точностью. Необходимый диаметральный зазор при неизменной постели подшипника обеспечивается соответствующим и диаметрами шеек коленчатого вала. Поэтому вкладыши при ремонте дизеля заменяют без каких-либо подгоночных операций и только попарно. Не допускаются: замена одного вкладыша из пары; опиливание или шабрение стыков вкладышей либо крышек подшипников; установка прокладок между вкладышами и постелью, между крышкой и шатуном. При замене размерная группа вкладышей должна соответствовать размерной группе шеек коленчатого вала.
Перед установкой новых деталей цилиндропоршневой группы их подбирают по размерным группам. Гильзы цилиндров сортируют на размерные группы по внутреннему диаметру, а поршни — по наружному диаметру юбки в нижней части. Поршни и гильзы цилиндров, устанавливаемые на один дизель, должны быть одной размерной группы.
Размерные группы цилиндров и поршней дизеля Д-240
Обозначение размерной группы |
Диаметр гильзы цилиндра, мм |
Диаметр юбки поршня в нижней части по наибольшему измерению, мм |
М |
110,00—110,02 |
109.88—109,90 |
С |
110,02—110,04 |
109.90—109,92 |
Б |
110,04—110,06 |
109,92—109,94 |
Обозначение размерных групп нанесено на нерабочем верхнем торце гильзы и на днище поршня. Перед установкой гильзы в блок резиновые уплотнения заменяют. Гильзу устанавливают, нанося легкие удары молотком по ступенчатой оправке (рис. 2.1.37). Если гильза входит в блок туго, то для ее запрессовки используют специальное винтовое приспособление (рис. 2.1.38). По окончаний запрессовки намеряют выступание бурта гильзы над поверхностью блока индикатором (рис. 2.1.39). Выступание бурта должно быть в пределах 0,065— 0,165 мм.
Рис. 2.1.37. Оправка для запрессовки гильзы цилиндра |
|
Рис. 2.1.38. Запрессовка гильзы цилиндра винтовым приспособлением: 1 — приспособление; 2 — блок цилиндров; 3 — гильза цилиндра |
|
Рис. 2.1.39. Проверка выступания бурта гильзы цилиндра: 1 — индикатор; 2 — гильза цилиндра; 3 — блок цилиндров |
В случае утопания гильз допускается установка медных прокладок под бурт гильзы. При подборе поршней обращают внимание на размерные группы поршневых пальцев; их внутренняя поверхность и бобышка поршня маркированы краской. Поршни и поршневые пальцы подбирают одной размерной группы, что подтверждается одинаковой маркировкой. Поршневой палец запрессовывают в поршень, предварительно нагрев поршень в масле до температуры 70—80° С. Разность между массами шатунов в сборе с поршнями, устанавливаемых на один дизель Д-240, не должна превышать 15 г.
Упругость поршневых колец проверяют на приспособлении МИП-100 (рис. 2.1.40). При зазоре в замках, равном 0,3—6,6 мм (рис. 2.1.41), упругость колец не должна превышать: первого (верхнего) — 60—82 Н, второго и третьего — 58—78 Н.
Поршневые кольца на поршень устанавливают в определенном порядке с использованием приспособления, которое предохраняет кольца от случайных поломок (рис. 2.1.42). Кольца, установленные в канавки поршня, должны свободно перемещаться при поворачивании поршня и утопать в канавках под действием собственной массы.
Рис. 2.1.40. Проверка упругости поршневых колец: 1 — поршневое кольцо; 2 — приспособление МИП-100 |
|
Рис. 2.1.41. Измерение зазора в замке поршневого кольца: 1 — пластинчатый щуп; 2 — поршневое кольцо |
|
Рис. 2.1.42. Установка поршневого кольца: 1 — поршень; 2 — приспособление; 3 — поршневое кольцо |
|
Рис. 2.1.43. Конусная оправка для установки поршня: 1 — поршень; 2 — оправка |
|
Рис. 2.1.44. Установка поршня с шатуном в блок цилиндров: 1 — блок цилиндров; 2 — поршень; 3 — оправка |
Замки первого и третьего поршневых колец располагают в канавках поршня под углом 180° относительно замков второго и четвертого колец. Поршень в сборе с кольцами и шатуном обильно смазывают дизельным маслом и посредством конусной оправки (рис. 2.1.43) устанавливают в гильзу цилиндра, слегка постукивая по днищу поршня рукояткой молотка (рис. 2.1.44).
Болты шатунных подшипников затягивают динамометрическим ключом в два — три приема.
Регулировочные данные при сборке дизеля Д-240
Момент окончательной затяжки гаек крепления головки цилиндров, Н-м |
150—170 |
Момент затяжки шатунных подшипников, Н-м |
140—160 |
Зазор между стержнем клапана и бойком коромысла (тепловой зазор) на холодном дизеле, мм |
0,25—0,30 |
Поршень при нахождении в ВМТ не должен выступать выше поверхности блока более чем на 0,5 мм.
После установки цилиндропоршневой группы и крышек шатунных подшипников устанавливают масляный насос, его нагнетательные и всасывающие трубопроводы и закрывают поддон картера. Прокладку картера с двух сторон смазывают графитной пастой (40% графитного порошка и 60% дизельного масла) или герметиком «Эластосил 137-83»; в цилиндры заливают по 30—50 г дизельного масла. Прокладку головки цилиндров с обеих сторон также смазывают графитной пастой. Болты крепления головки затягивают динамометрическим ключом (рис. 2.1.45) в определенной последовательности (рис. 2.1.46) в два — три приема. Затем устанавливают штанги и оси коромысел в сборе с коромыслами.
Момент затяжки гаек крепления головки цилиндров и тепловые зазоры в клапанном механизме должны соответствовать регулировочным данным при оборке дизеля Д-240.
Рис. 2.1.45. Затяжка болтов крепления головки цилиндров: 1 — динамометрический ключ; 2 — головка цилиндров |
|
Рис. 2.1.46. Порядок затяжки болтов крепления головки цилиндров |
|
Рис. 2.1.47. Регулировка теплового зазора в клапанном механизме: 1 — пластинчатый щуп |
>> Вернуться к содержанию
mtz1.ru
Ремонт поршневой группы Д-240 трактора МТЗ-80
_____________________________________________________________________________
____________________________________________________________________________________________
Детали цилиндро-поршневой группы Д-240 трактора МТЗ-80 заменяют при увеличенном расходе картерного масла или повышенном проникновении газов в картер дизеля, замеренных диагностическими средствами. Если диагностические параметры достигли значений, превышающих допустимые, то дизель разбирают.
Для проведения технической экспертизы деталей снимают головку цилиндров и поддон картера. Если после снятия головки на поверхности блока обнаружатся трещины, то дальнейшую разборку прекращают, дизель снимают с трактора и отправляют в ремонт.
При отсутствии явных дефектов демонтируют масляный насос, трубопроводы и крышки шатунных подшипников, извлекают поршни в сборе с шатунами из гильз цилиндров.
Среди деталей цилиндро-поршневой группы Д-240 трактора МТЗ-80 износу наиболее подвержены: поршневые кольца, поршень, втулка верхней головки шатуна, вкладыши шатунных подшипников, гильзы цилиндров (рис. 2.1.29, 2.1.30).
Диаметр гильзы замеряют (рис. 2.1.31) в месте наибольшего износа верхнего пояса гильзы сначала в плоскости, параллельной оси коленчатого вала, а затем в плоскости качания шатуна. Гильзу заменяют при износе ее рабочей поверхности более 0,4 мм на диаметр или при овальности и конусности, превышающих 0,06 мм.
Диаметр юбки поршня измеряют в плоскости, перпендикулярной к отверстию под поршневой палец (рис. 2.1.32). Кроме диаметра юбки, у поршня контролируют зазоры по высоте между канавками поршня и поршневыми кольцами (рис. 2.1.33). Если зазор между канавкой поршня и новым поршневым кольцом превышает допустимый размер, поршень заменяют.
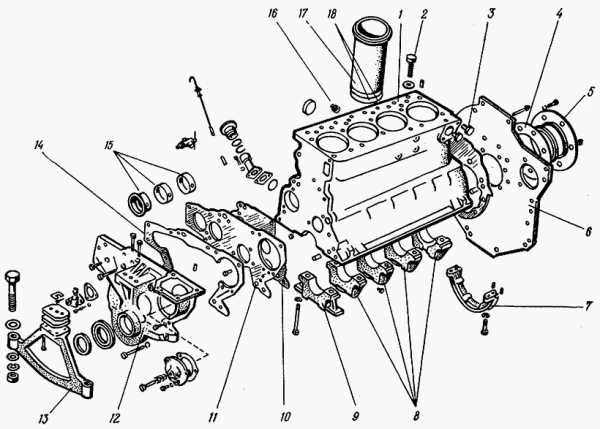
Рис. 2.1.29. Взаимное расположение деталей блока цилиндров Д-240
1 — блок цилиндров; 2 — болт; 3 — рым-болт; 4, 10, 14 — прокладки; 5 — корпус сальника; 6 — задний лист дизеля; 7 — опора картера; 8 — крышки; 9 — крышка коренного подшипника; 11 — щит; 12 — крышка шестерен; 13 — опора; 15 — втулки; 16 — пробка; 17 — гильза цилиндра; 18 — кольца гильзы
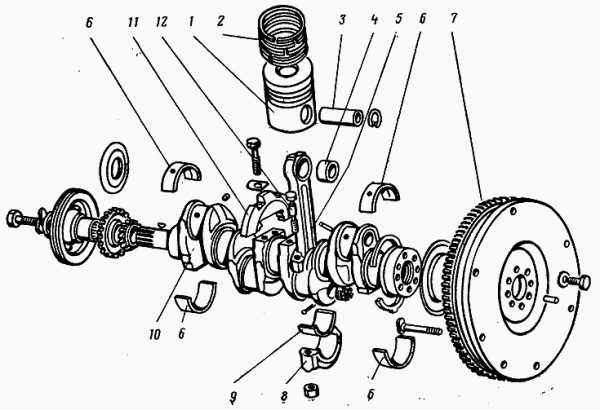
Рис. 2.1.30. Взаимное расположение деталей кривошипно-шатунной группы
1 — поршень; 2 — поршневые кольца; 3 — поршневой палец; 4 — втулка верхней головки шатуна; 5 — шатун; 6 — коренной вкладыш; 7 — маховик; 8 — крышка шатуна; 9 — вкладыш шатуна; 10 — коленчатый вал; 11 — противовес; 12 — болт
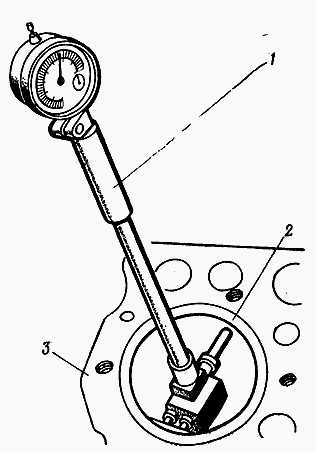
Рис. 2.1.31. Измерение диаметра гильзы цилиндра МТЗ-80
1 — индикаторный нутромер; 2 — гильза цилиндра; 3 — блок цилиндров
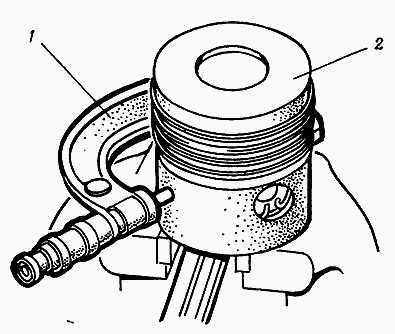
Рис. 2.1.32. Измерение диаметра юбки поршня
1 — микрометр; 2 — поршень
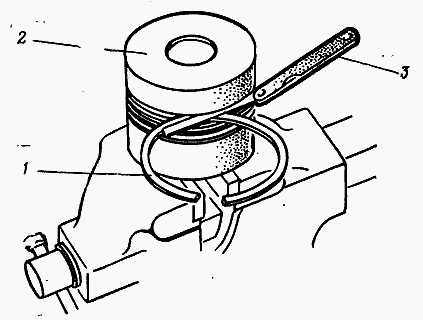
Рис. 2.1.33. Измерение зазора между канавкой поршня и поршневым кольцом
1 — кольцо; 2 — поршень; 3 — пластинчатый щуп
Основные показатели поршневой группы двигателя Д-240 трактора МТЗ-80
Зазор между юбкой поршня и гильзой цилиндра, мм:
- номинальный - 0,18—0,20- допустимый - 0,26
Зазор в замке поршневых колец, мм:
- номинальный - 0,40—0,80- допустимый - 4,0
Зазор по высоте между канавкой поршня и поршневым кольцом, мм:
- для компрессионных колец - 0,08—0,12- для маслосъемных колец - 0,05—0,09- допустимый - 0,30
Цилиндро-поршневую группу в сборе заменяют при зазоре (разности диаметров) между юбкой поршня и гильзой, превышающем допустимое значение. Гильзы из блока выпрессовывают специальным съемником (рис. 2.1.34).
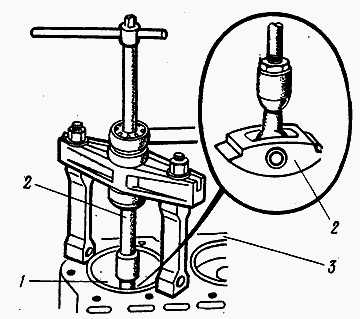
Рис. 2.1.34. Выпрессовка гильзы из блока цилиндров Д-240
1 — гильза цилиндра; 2 — съемник; 3 — блок цилиндров
Если диаметры гильзы и поршня в пределах нормы, рекомендуется выпрессовать гильзу из блока, повернуть ее вокруг оси на 90°, так как гильза и поршень более всего изнашиваются в плоскости качания шатуна, и вновь запрессовать гильзу в блок.
Поршневые кольца заменяют, если зазор в замке кольца превышает допустимое значение при установке кольца в неизношенную верхнюю часть гильзы.
Перед оборкой поршневой группы проверяют параметры поршневого пальца, шатуна и состояние втулки верхней головки шатуна. Втулку заменяют при увеличении диаметра отверстия под поршневой палец или ослаблении посадки в верхней головке шатуна.
Поршневой палец и втулку верхней головки шатуна заменяют при зазоре между пальцем и втулкой более 0,06 мм. Палец заменяют при овальности и конусности более 0,02 мм. Изгиб и скручивание шатуна проверяют на приборе КИ-724. При сборке шатуна в его верхнюю головку вначале запрессовывают втулку (рис. 2.1.36).
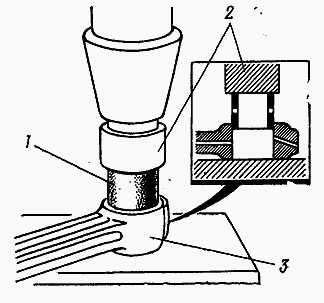
Рис. 2.1.36. Запрессовка втулки в верхнюю головку шатуна
1 —втулка; 2 — пресс; 3 — шатун
Чтобы подогнать отверстие втулки верхней головки шатуна под поршневой палец, его обрабатывают регулируемой разверткой или раскаткой. Зазор между отверстием втулки верхней головки шатуна и поршневым пальцем должен быть не более 0,03 мм.
Тонкостенные сменные вкладыши шатунных подшипников коленвала МТЗ-80 изготовлены с высокой точностью. Необходимый диаметральный зазор при неизменной постели подшипника обеспечивается соответствующими диаметрами шеек коленчатого вала. Поэтому вкладыши при ремонте дизеля заменяют без каких-либо подгоночных операций и только попарно.
Не допускаются: замена одного вкладыша из пары; опиливание или шабрение стыков вкладышей либо крышек подшипников; установка прокладок между вкладышами и постелью, между крышкой и шатуном. При замене размерная группа вкладышей должна соответствовать размерной группе шеек коленчатого вала.
Перед установкой новых деталей цилиндро-поршневой группы их подбирают по размерным группам. Гильзы цилиндров сортируют на размерные группы по внутреннему диаметру, а поршни — по наружному диаметру юбки в нижней части. Поршни и гильзы цилиндров, устанавливаемые на один дизель, должны быть одной размерной группы.
Размерные группы цилиндров и поршней дизеля Д-240
Группы/Диаметр гильзы цилиндра, мм/Макс. диаметр юбки поршня в нижней части, мм
М - 110,00—110,02 / 109.88—109,90С - 110,02—110,04 / 109.90—109,92Б - 110,04—110,06 / 109,92—109,94
Обозначение размерных групп нанесено на нерабочем верхнем торце гильзы и на днище поршня. Перед установкой гильзы в блок резиновые уплотнения заменяют. Гильзу устанавливают, нанося легкие удары молотком по ступенчатой оправке (рис. 2.1.37).
Если гильза входит в блок туго, то для ее запрессовки используют специальное винтовое приспособление (рис. 2.1.38). По окончании запрессовки намеряют выступание бурта гильзы над поверхностью блока индикатором (рис. 2.1.39). Выступание бурта должно быть в пределах 0,065— 0,165 мм.
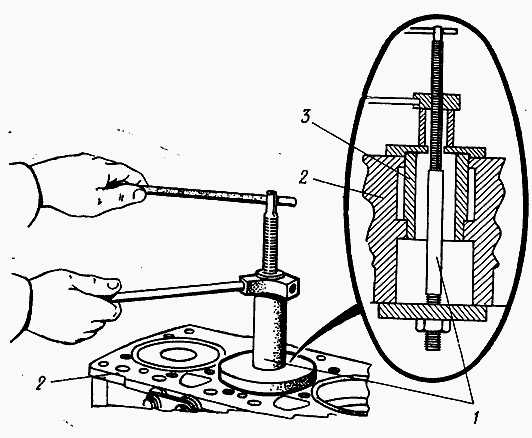
Рис. 2.1.38. Запрессовка гильзы цилиндра винтовым приспособлением
1 — приспособление; 2 — блок цилиндров; 3 — гильза цилиндра
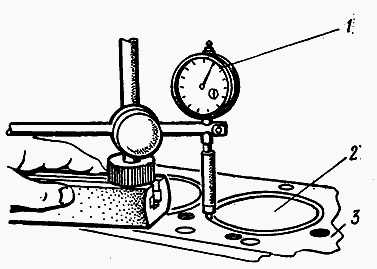
Рис. 2.1.39. Проверка выступания бурта гильзы цилиндра
1 — индикатор; 2 — гильза цилиндра; 3 — блок цилиндров
В случае утопания гильз допускается установка медных прокладок под бурт гильзы. При подборе поршней обращают внимание на размерные группы поршневых пальцев; их внутренняя поверхность и бобышка поршня маркированы краской. Поршни и поршневые пальцы Д-240 трактора МТЗ-80 подбирают одной размерной группы, что подтверждается одинаковой маркировкой.
Поршневой палец запрессовывают в поршень, предварительно нагрев поршень в масле до температуры 70—80° С. Разность между массами шатунов в сборе с поршнями, устанавливаемых на один дизельный двигатель, не должна превышать 15 г.
Упругость поршневых колец проверяют на приспособлении МИП-100. При зазоре в замках, равном 0,3—6,6 мм (рис. 2.1.41), упругость колец не должна превышать: первого (верхнего) — 60—82 Н, второго и третьего — 58—78 Н.
Поршневые кольца на поршень устанавливают в определенном порядке с использованием приспособления, которое предохраняет кольца от случайных поломок (рис. 2.1.42). Кольца, установленные в канавки поршня, должны свободно перемещаться при поворачивании поршня и утопать в канавках под действием собственной массы.
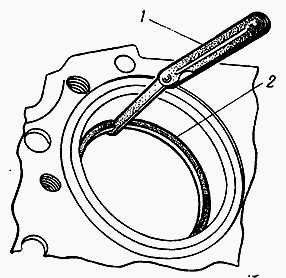
Рис. 2.1.41. Измерение зазора в замке поршневого кольца
1 — пластинчатый щуп; 2 — поршневое кольцо
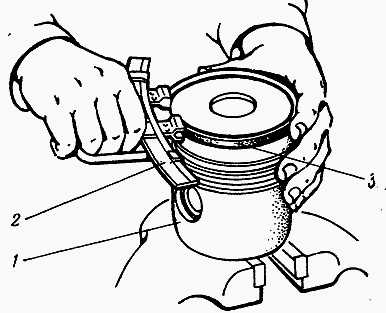
Рис. 2.1.42. Установка поршневого кольца
1 — поршень; 2 — приспособление; 3 — поршневое кольцо
Рис. 2.1.43. Конусная оправка для установки поршня
1 — поршень; 2 — оправка
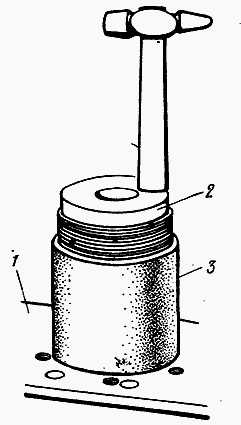
Рис. 2.1.44. Установка поршня с шатуном в блок цилиндров МТЗ-80
1 — блок цилиндров; 2 — поршень; 3 — оправка
Замки первого и третьего поршневых колец располагают в канавках поршня под углом 180° относительно замков второго и четвертого колец.
Поршень в сборе с кольцами и шатуном обильно смазывают дизельным маслом и посредством конусной оправки (рис. 2.1.43) устанавливают в гильзу цилиндра, слегка постукивая по днищу поршня рукояткой молотка (рис. 2.1.44). Болты шатунных подшипников затягивают динамометрическим ключом в два — три приема.
Регулировочные данные при сборке дизеля Д-240
Момент окончательной затяжки гаек крепления головки цилиндров, Нм - 150—170
Момент затяжки шатунных подшипников, Нм - 140—160
Зазор между стержнем клапана и бойком коромысла (тепловой зазор) на холодном дизеле, мм - 0,25—0,30
Поршень при нахождении в ВМТ не должен выступать выше поверхности блока более чем на 0,5 мм. После установки поршневой группы и крышек шатунных подшипников устанавливают масляный насос, его нагнетательные и всасывающие трубопроводы и закрывают поддон картера.
Прокладку картера с двух сторон смазывают графитной пастой (40% графитного порошка и 60% дизельного масла) или герметиком «Эластосил 137-83»; в цилиндры заливают по 30—50 г дизельного масла. Прокладку головки цилиндров с обеих сторон также смазывают графитной пастой.
Болты крепления головки затягивают динамометрическим ключом (рис. 2.1.45) в определенной последовательности (рис. 2.1.46) в два — три приема. Затем устанавливают штанги и оси коромысел в сборе с коромыслами.
Момент затяжки гаек крепления головки цилиндров и тепловые зазоры в клапанном механизме должны соответствовать регулировочным данным при оборке дизеля МТЗ-80.
Рис. 2.1.45. Затяжка болтов крепления головки цилиндров Д-240
1 — динамометрический ключ; 2 — головка цилиндров
Рис. 2.1.46. Порядок затяжки болтов крепления головки цилиндров
__________________________________________________________________________Сервис и регулировки МТЗ-82
__________________________________________________________________________ __________________________________________________________________________Эксплуатация и сервис МТЗ-82.1, 80.1, 80.2, 82.2
Ремонт МТЗ-80 Обслуживание и эксплуатация МТЗ-1221 Техобслуживание и эксплуатация МТЗ-320 Эксплуатация и сервис тракторовmtz-sibir.ru
Ремонт дизельного двигателя Д-240 трактора МТЗ-80
_____________________________________________________________________________
____________________________________________________________________________________________
Основные неисправности дизеля Д-240
Техническое состояние отдельных систем и механизмов дизеля Д-240 трактора МТЗ-80 определяют по внешним и косвенным признакам, а также с использованием средств диагностики.
Снижение мощности дизельного двигателя, чрезмерный расход картерного масла, появление большого количества газов, выходящих из сапуна, указывают на износ цилиндропоршневой группы, закоксовывание (залегание) поршневых колец.
Затрудненный пуск дизеля, перебои при работе на минимальной частоте вращения коленчатого вала, появление из выпускной трубы дыма черного цвета свидетельствуют о неисправностях агрегатов топливной аппаратуры, загрязненности топливных фильтров, низком давлении в системе, неплотном прилегании, прогаре седел и тарелок клапанов.
Степень загрязненности фильтрующих элементов тонкой очистки топлива и максимальное давление, развиваемое топливоподкачивающим насосом, проверяют приспособлением КИ-13943.
На падение мощности мотора Д-240 трактора МТЗ-80, снижение частоты вращения коленчатого вала влияют также загрязнение воздухоочистителя, негерметичность соединений впускного воздушного тракта, нарушение регулировки рычага управления регулятором.
Степень загрязнения элементов воздухоочистителя определяют сигнализатором, датчик которого установлен во впускном трубопроводе дизеля.
Появление красной полосы в смотровом окне сигнализатора (или загорание сигнальной лампочки на щитке приборов кабины у тракторов выпуска с 1989 года) при работе дизеля указывает на необходимость очистки воздухоочистителя.
Герметичность впускного воздушного тракта проверяют при средней частоте вращения коленвала дизеля, перекрыв центральную трубу воздухоочистителя.
При этом дизельный двигатель должен быстро остановиться. В противном случае с помощью индикатора. КИ-13948 выявляют негерметичность впускного тракта и устраняют неисправность. Давление по индикатору не должно превышать 0,08 МПа.
Если частота вращения коленвала двигателя Д-240, определяемая по тахоспидометру, или частота вращения вала отбора мощности не соответствует номинальным значениям, следует обратить внимание на регулировку тяги регулятора.
При полном нажатии на педаль или установке рукоятки управления подачей топлива в положение «До отказа» наружный рычаг регулятора должен упираться в болт ограничителя максимального скоростного режима.
Чрезмерный расход (угар) картерного масла или большое количество газов, выходящих из сапуна, появление из выпускной трубы дыма синего цвета указывают на предельный износ цилиндропоршневой группы.
Для оценки технического состояния цилиндро-поршневой группы применяют способ определения количества газов, прорывающихся в картер дизеля. Этот параметр измеряют с помощью газового расходомера КИ-4887.
При эксплуатации тракторов МТЗ-80 наблюдаются случаи, когда выходят из строя не все цилиндры. Это может быть вызвано закоксовыванием («залеганием») или поломкой поршневых колец, что неизбежно приводит к задиру рабочей поверхности гильзы цилиндра.
Сравнительную оценку технического состояния каждого цилиндра проводят, замеряя величину давления в конце такта сжатия (компрессии) при пусковых оборотах коленчатого вала с помощью компрессимера КИ-861 (рис. 2.1.3).
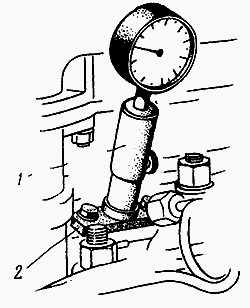
Рис. 2.1.3. Проверка компрессии в цилиндрах дизеля Д-240
1 — компрессиметр КИ-861; 2 — плита крепления
Минимальное давление в конце такта сжатия у нового двигателя должно быть 2,6—2,8 МПа; давление у предельно изношенного — 1,3—1,8 МПа. Наиболее точные показатели получают при определении разницы в значениях компрессии каждого цилиндра.
Если разница между компрессией отдельного цилиндра и средним значением компрессии в остальных цилиндрах превышает 0,2 МПа, то это свидетельствует о неисправности данного цилиндра.
На снижение давления в конце такта сжатия в отдельных цилиндрах влияет нарушение герметичности сопряжения клапан — седло. Неплотность прилегания клапанов к седлам возможна из-за нарушения регулировки зазора в приводе клапана.
При отсутствии зазора между клапаном и коромыслом во время рабочего хода поршня газы прорываются через неплотности и разрушают поверхность рабочих фасок клапана и его седла; в результате снижается компрессия в цилиндре и затрудняется пуск дизельного двигателя.
Выброс охлаждающей жидкости из радиатора, особенно при увеличении нагрузки на дизель, свидетельствует о пробое прокладки головки цилиндров, ослаблении затяжки стакана форсунки, появлении трещин в головке цилиндров.
Если подтягиванием болтов крепления головки цилиндров или гаек стаканов форсунок устранить дефект не удается, то головку снимают и осматривают.
Повышение уровня масла в картере дизеля указывает на нарушение герметичности уплотнений гильзы с блоком в результате появления трещин, кавитационного разрушения металла блока цилиндров, попадания в него воды из системы охлаждения и других факторов.
Пониженное или повышенное значения давления масла (по манометру) и температуры (по дистанционному термометру) указывают на низкую подачу масляного насоса, износ или разрегулировку сливного и перепускного клапанов, чрезмерный износ сопряжений кривошипно-шатунного механизма, неисправность клапана термостата в системе охлаждения, низкое качество масла, загрязненность центробежного маслоочистителя.
Если в системе смазки давление масла по манометру ниже 0,08 МПа, останавливают мотор, выясняют и устраняют причины снижения давления, производят подрегулировку сливного клапана центробежного масляного фильтра затяжкой его пружины, промывают детали фильтра.
Если в результате давление не повысится, измеряют давление в смазочной системе дизеля устройством КИ-13936 (рис. 2.1.4) при номинальной частоте вращения коленчатого вала и по его показаниям судят о необходимости ремонта дизеля.
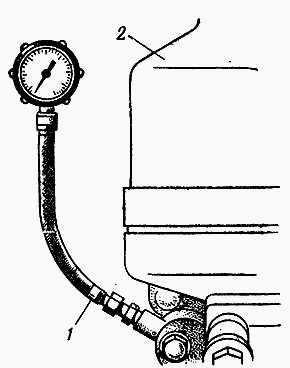
Рис. 2.1.4. Измерение давления масла в системе мазки двигателя Д-240
1 — устройство КИ-13936; 2 — центробежный масляный фильтр
Появление посторонних шумов и стуков при работе мотора свидетельствует о повышенном или предельном износе сопряжений его деталей.
По достижении предельных зазоров в сопряжениях деталей в результате износа появляются динамические нагрузки и сопровождающие их стуки, прослушиваемые стетоскопом в определенных зонах и при соответствующих режимах работы дизеля.
Звук глухого среднего тона в зоне передвижения поршня сначала при минимальной, а затем при максимальной частоте вращения свидетельствует об увеличенном зазоре между поршнем и гильзой.
Сильный звонкий звук металлического тона при тех же условиях проверки свидетельствует о предельном износе или подплавлении шатунного вкладыша.
Более глухой звук низкого тона, периодически прослушиваемый в зоне коренных шеек коленвала при номинальной частоте вращения с периодическим увеличением до максимальной, указывает на износ вкладышей коренных подшипников.
Звонкие звуки металлического высокого тона, постоянно прослушиваемые при любой частоте вращения коленчатого вала и усиливающиеся при прогреве дизеля, указывают на увеличенные тепловые зазоры в клапанном механизме.
При увеличенном тепловом зазоре уменьшаются степень наполнения цилиндра воздухом и очистка его от отработавших газов, что влияет на мощность дизеля.
Тепловой зазор в клапанном механизме проверяют пластинчатым щупом при полностью закрытых клапанах в конце такта сжатия. На «холодном» моторе Д-240 зазор должен быть в пределах 0,40—0,45 мм.
Глухие звуки, прослушиваемые на блоке с правой стороны при работе дизеля на малых оборотах, свидетельствуют о больших зазорах во втулках распредвала.
Стуки под крышкой распределительных шестерен при резком изменении частоты вращения коленчатого вала указывают на значительный износ зубьев распределительных шестерен.
Если параметры технического состояния дизеля достигли предельных значений или превышают допустимые в эксплуатации значения, то дизель разбирают для проведения технической экспертизы-осмотра, микрометража сопряжений цилиндропоршневой группы и кривошипно-шатунного механизма, замены деталей.
Разборка дизельного двигателя Д-240
Дизель в сборе (рис. 2.1.6) снимают с трактора и заменяют новым или отремонтированным при трещинах блока цилиндров, аварийных стуках коренных или шатунных подшипников, предельном значении зазора хотя бы в одном сопряжении шейка коленчатого вала — вкладыш.
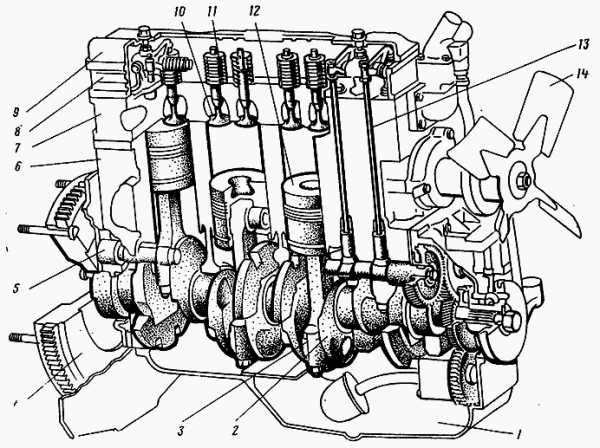
Рис. 2.1.6. Дизельный двигатель Д-240 трактора МТЗ-80 в сборе
1— поддон картера; 2 — коленчатый вал; 3 — шатун; 4 — маховик; 5 — распределительный вал; 6 — блок цилиндров; 7 — головка цилиндров; 8 — крышка головки цилиндров; 9 — колпак; 10 — клапан; 11 — пружина клапана; 12 — поршень; 13 — штанга; 14 — вентилятор
Вид ремонта — капитальный или текущий — определяют при обмере основных деталей дизеля: поршневых пальцев, поршней, гильз цилиндров, шатунных вкладышей. В первую очередь проверяют состояние шатунных подшипников и шеек коленвала.
Для этого снимают поддон картера, маслопроводы, масляный насос, крышки шатунов, измеряют диаметр шатунных шеек коленчатого вала (рис. 2.1.8).
Диаметр шатунных шеек замеряют в двух плоскостях — параллельной и перпендикулярной к продольной оси шатуна.
Если овальность шеек превышает допустимый размер или диаметр их меньше нижнего допуска соответствующей размерной группы, то коленчатый вал подлежит снятию (рис. 2.1.10) и перешлифовке на следующий ремонтный размер.
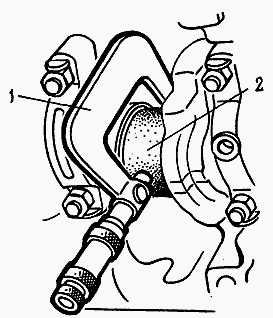
Рис. 2.1.8. Замер диаметра шатунных шеек коленвала Д-240
1 — микрометр; 2 — шатунная шейка коленчатого вала
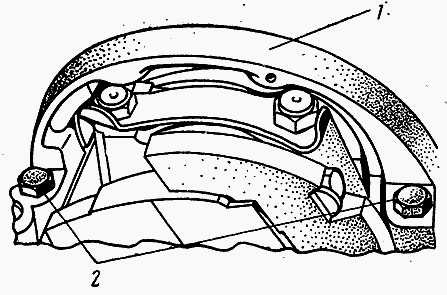
Рис. 2.1.10. Снятие задней опоры коленвала
1 — задняя опора; 2 — болты крепления задней опоры
Номинальные и ремонтные размеры шатунных шеек коленвала дизеля Д-240 трактора МТЗ-80
Обозначение размерной группы / Величина размера, мм
Н1 - 68,16—68,17Н2 - 67,91—67,92Д1 - 67,66—67,67Р1 - 67,41—67,42Д2 - 67,16—67,17Р2 - 66,91—66,92ДЗ - 66,66—66,67РЗ - 66,41—66,42
На практике, кроме ремонтных размеров (P1, Р2, Р3), чередуемых через 0,5 мм и определенных заводом-изготовителем дизеля, при небольших износах шейки коленчатого вала перешлифовывают под дополнительные размеры (Д1, Д2, ДЗ), чередуемые с ремонтными размерами через 0,25 мм.
Аналогичным образом растачивают вкладыши ремонтных размеров под дополнительные размеры (Д1, Д2, ДЗ). Овальность шатунных шеек дизеля Д-240 допускается не более 0,06 мм.
Если размеры шатунных шеек в пределах нормы, разборку мотора продолжают (рис. 2.1.11—2.1.14) снимают головку цилиндров и вынимают поршни с шатунами в сборе.
Чтобы решить, нужна ли замена вкладышей шатунных подшипников, замеряют диаметр отверстия подшипника шатуна при затянутой его крышке в сборе с вкладышами.
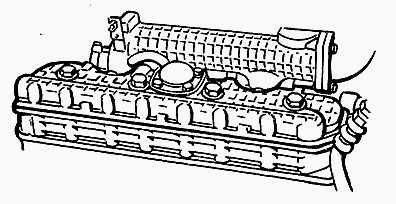
Рис. 2.1.11. Снятие колпака крышки головки цилиндров
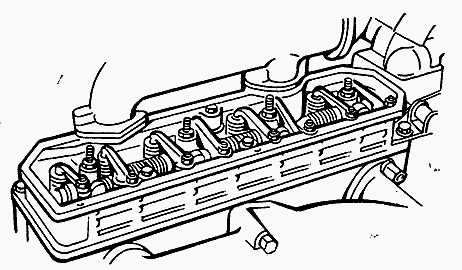
Рис. 2.1.12. Снятие крышки головки цилиндров Д-240 трактора МТЗ-80
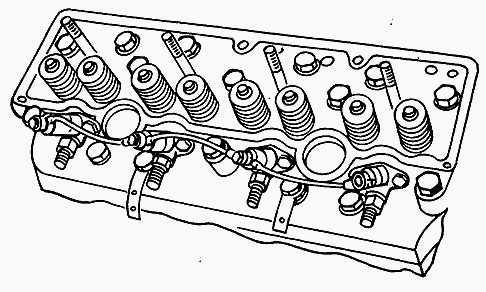
Рис. 2.1.14. Снятие головки цилиндров
Разность замеров диаметров шатунной шейки коленвала и отверстия подшипника шатуна дает действительный диаметральный зазор в шатунном подшипнике. Номинальный зазор в шатунных подшипниках соответствует 0,05—0,12 мм, допустимый зазор — не более 0,3 мм.
В тех случаях, когда поверхность вкладышей находится в удовлетворительном состоянии, единственным критерием необходимости их замены служит величина диаметрального зазора в подшипнике.
При оценке состояния вкладышей осмотром следует иметь в виду, что поверхность антифрикционного слоя считается удовлетворительной, если на ней нет задирав, выкрашиваний антифрикционного материала и вкраплений инородных материалов.
Уплотнения коленчатого вала двигателя Д-240 трактора МТЗ-80
Чтобы заменить манжету заднего уплотнения коленчатого вала, предварительно снимают муфту сцепления и маховик (рис. 2.1.48, 2.1.49).
После снятия корпуса уплотнения коленвала со стороны заднего листа (рис. 2.1.50) ступенчатой оправкой выпрессовывают манжету. При замене манжеты переднего уплотнения коленчатого вала снимают переднюю крышку дизеля.
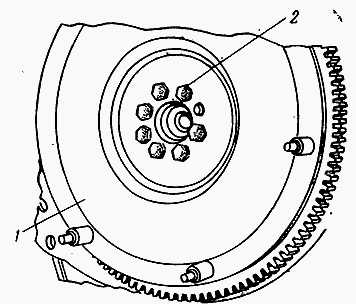
Рис. 2.1.48. Отворачивание болтов крепления маховика Д-240
1 — маховик; 2 — болт
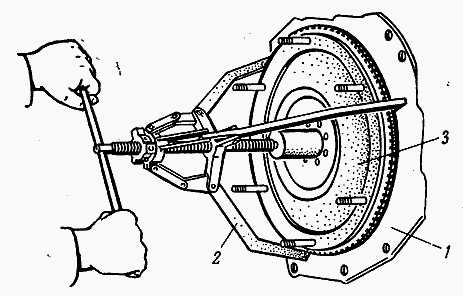
Рис. 2.1.49. Спрессовка маховика
1 — задний лист; 2 — трехлапчатый съемник; 3 — маховик
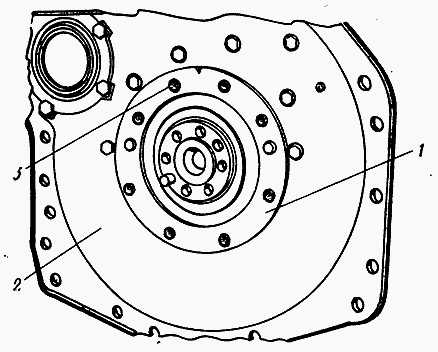
Рис. 2.1.50. Снятие корпуса уплотнения коленчатого вала
1 — корпус уплотнения; 2 — задний лист дизеля; 3 — болт
__________________________________________________________________________Сервис и регулировки МТЗ-82
__________________________________________________________________________ __________________________________________________________________________Эксплуатация и сервис МТЗ-82.1, 80.1, 80.2, 82.2
Ремонт МТЗ-80 Обслуживание и эксплуатация МТЗ-1221 Техобслуживание и эксплуатация МТЗ-320 Эксплуатация и сервис тракторовmtz-sibir.ru
Основные детали дизельного двигателя Д-243
РЕМОНТ ГРУЗОВЫХ АВТОМОБИЛЕЙ И СПЕЦТЕХНИКИ Запасные части, техническое обслуживание и регулировки
______________________________________________________________________________________________
Дизельный двигатель Д-243 трактора МТЗ-82 состоит из блока цилиндров, головки цилиндров, кривошипно-шатунного механизма, механизма газораспределения, а также узлов и агрегатов систем питания, смазки, охлаждения, пуска и электрооборудования.
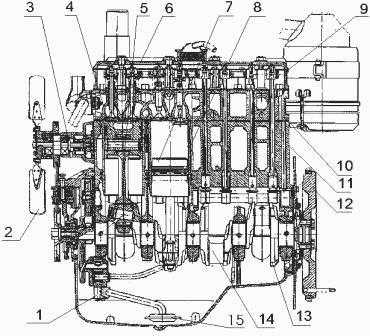
Дизельный двигатель Д-243
1 - насос масляный; 2 - вентилятор; 3 - водяной насос; 4 - палец поршневой; 5 - шатун; 6 - колпак; 7 - поршень; 8 - гильза цилиндров; 9 - крышка головки цилиндров; 10 - головка цилиндров; 11 - блок цилиндров; 12 - маховик; 13 - противовес; 14 - вал коленчатый; 15 - маслоприемник.
Дизельный двигатель трактора МТЗ-82 является базовой моделью. Их модификации отличаются от базовой модели регулировкой по мощности, комплектностью, системой пуска, конструкцией некоторых деталей.
В зависимости от назначения дизели Д-243 могут комплектоваться дополнительными сборочными единицами: пневмокомпрессором, шестеренным насосом усилителя рулевого управления с приводом, дисками муфты сцепления в сборе.
При установке на трактор дизель должен быть доукомплектован водяным и масляным радиаторами, приборами электрооборудования, а также контрольными приборами.
Дизели имеют запуск от электростартера или пускового двигателя. Марка дизеля с запуском от пускового двигателя имеет литеру "Л" (например: Д-243Л).
Конструктивные отличия дизелей от базовой модели:
- на дизелях Д-241, Д-241Л изменен выпускной коллектор с установкой глушителя в зоне четвертого цилиндра;
- на дизелях Д-242, а также на дизелях Д-242Л, Д-244, Д-244Л применены коленчатый вал без противовесов, вентилятор диаметром 450 мм, диаметр шкива коленчатого вала 170 мм.
Кривошипно-шатунный механизм двигателя Д-243
Основными деталями кривошипно-шатунного механизма являются: коленчатый вал, поршни с поршневыми кольцами и пальцами, шатуны, коренные и шатунные подшипники, маховик.
Коленвал дизеля Д-243 трактора МТЗ-82
Коленчатый вал - стальной, имеет пять коренных и четыре шатунные шейки. В шатунных шейках коленвала имеются полости для дополнительной центробежной очистки масла.
Полости шеек закрыты резьбовыми заглушками. Осевое усилие коленчатого вала воспринимается четырьмя полукольцами, установленными в расточках блока цилиндров и крышки пятого коренного подшипника.
Для уменьшения нагрузок на подшипники от сил инерции на первой, четвертой, пятой и восьмой щеках коленчатого вала устанавливаются противовесы. Спереди и сзади коленвал уплотняется манжетами.
На передний конец коленвала устанавливаются шестерня привода газораспределения (шестерня коленчатого вала), шестерня привода масляного насоса, шкив привода водяного насоса и генератора. На задний фланец вала крепится маховик.
Коленчатый вал двигателя может изготавливаться и устанавливаться на дизель двух производственных размеров (номиналов). Коленвал, шатунные и коренные шейки которого изготовлены по размеру второго номинала, имеет на первой щеке дополнительную маркировку.
Поршни и поршневые кольца дизеля Д-243
Поршень трактора МТЗ-82 изготавливается из алюминиевого сплава. В днище поршня выполнена камера сгорания. В верхней части поршень имеет четыре канавки - в первые три устанавливаются компрессионные кольца, в четвертую - маслосъемное кольцо.
В поршне двигателя Д-245 в канавку под верхнее компрессионное кольцо трапецеидальной формы залита вставка из специального чугуна. В бобышках поршня двигателя расточены отверстия под поршневой палец.
Поршни Д-243 по наружному диаметру юбки сортируются на три размерные группы (Б, С, М). Маркировка группы наносится на днище поршня. При установке на дизель гильзы и поршни должны быть одной размерной группы.
Поршневые кольца изготовлены из чугуна. Верхнее компрессионное кольцо хромированное, в сечении прямоугольное, без маркировки, устанавливается в канавке произвольно.
Второе и третье компрессионные кольца конусные, на торцовой поверхности у замка имеют маркировку "верх"(«ТОР»). Маслосъемное кольцо коробчатого типа со спиральным стальным расширителем.
Верхнее компрессионное кольцо дизеля Д-245 выполнено из высокопрочного чугуна, в сечении имеет форму равнобокой трапеции, на торцовой поверхности имеет маркировку "верх"(«ТОР»).
Второе компрессионное и маслосъемное кольца дизеля Д-245 имеют меньшую высоту в сравнении с аналогичными кольцами дизеля Д-243, поэтому не взаимомозаменяемы.
Поршневой палец двигателя - полый, изготовлен из хромоникелевой стали. Осевое перемещение пальца в бобышках поршня ограничивается стопорными кольцами.
Шатуны и вкладыши двигателя Д-243
Шатун - стальной, двутаврового сечения. В верхнюю головку его запрессована втулка. Для смазки поршневого пальца в верхней головке шатуна и втулке имеются отверстия.
Расточка постели в нижней головке шатуна под вкладыши производится в сборе с крышкой. Поэтому менять крышки шатуна не допускается.
Шатун и крышка трактора МТЗ-82 имеют одинаковые номера, набитые на их поверхностях. Кроме того, шатуны имеют весовые группы по массе верхней и нижней головок. Обозначение группы по массе наносится на торцовой поверхности верхней головки шатуна.
На дизеле должны быть установлены шатуны одной группы. Шатун дизеля Д-245 изготавливается из легированной стали (отличительная метка- выступ на нижней боковой поверхности крышки).
Вкладыши коренных и шатунных подшипников коленвала дизеля Д-243 – из биметаллической полосы. На дизелях используются вкладыши коренных и шатунных подшипников двух размеров в соответствии с номиналом шеек коленчатого вала.
Для ремонта дизеля предусмотрены также четыре ремонтных размера вкладышей. Маховик изготовлен из чугуна, крепится к фланцу коленчатого вала болтами. На маховик напрессован стальной зубчатый венец.
Головка блока цилиндров дизеля Д-243
Головка блока цилиндров двигателя Д-243 трактора МТЗ-82/80 представляет собой чугунную отливку, во внутренних полостях которой имеются впускные и выпускные каналы, закрываемые клапанами.
Для обеспечения отвода тепла головка цилиндров имеет внутренние полости, в которых циркулирует охлаждающая жидкость. На головке блока цилиндров сверху устанавливаются стойки, ось коромысел с коромыслами, крышка головки, впускной коллектор и колпак крышки, закрывающий клапанный механизм.
Со стороны топливного насоса в головке блока двигателя МТЗ-82 установлены четыре форсунки, а со стороны генератора к головке крепится выпускной коллектор.
Для уплотнения разъема между головкой и блоком цилиндров установлена прокладка из армированного перфорированным стальным листом асбестового или безасбестового полотна. Отверстия для гильз цилиндров и масляного канала окантованы стальными обечайками.
Проверка затяжки болтов крепления головки блока цилиндров двс Д-243
Проверку затяжки болтов крепления головки цилиндров двс Д-243 трактора МТЗ-82/80 производите по окончании обкатки и через 1000 часов работы на прогретом дизеле в следующем порядке:
- снимите колпак и крышку головки цилиндров;
- снимите ось коромысел с коромыслами и стойками;
- динамометрическим ключом проверьте затяжку всех болтов крепления головки цилиндров в последовательности, указанной на рисунке 19, и, при необходимости, произведите подтяжку. Момент затяжки -200±10 Нм.
После проверки затяжки болтов крепления головки блока цилиндров двигателя установите на место ось коромысел и отрегулируйте зазор между клапанами и коромыслами.
Схема последовательности затяжки болтов крепления головки блока цилиндров дизельного двигателя Д-243
Блок цилиндров дизельного двигателя Д-243
Блок цилиндров является основной корпусной деталью дизеля и представляет собой жесткую чугунную отливку. В вертикальных расточках блока установлены четыре съемные гильзы, изготовленные из специального чугуна.
Гильза устанавливается в блок цилиндров двигателя МТЗ-82 по двум центрирующим поясам: верхнему и нижнему. В верхнем поясе гильза закрепляется буртом, в нижнем - уплотняется двумя резиновыми кольцами, размещенными в канавках блока цилиндров.
Гильзы по внутреннему диаметру сортируются на три размерные группы: большая (Б), средняя (С) и малая (М). Маркировка группы наносится на заходном конусе гильзы.
Нужно устанавливать гильзы блока двс Д-243 одной размерной группы. Между стенками блока цилиндров и гильзами циркулирует охлаждающая жидкость.Торцовые стенки и поперечные перегородки блока цилиндров имеют приливы, предназначенные для образования опор коленчатого вала.
На эти приливы установлены крышки. Приливы вместе с крышками образуют постели для коренных подшипников. Постели под вкладыши коренных подшипников расточены с одной установки в сборе с крышками коренных подшипников. Менять крышки местами не допускается.
Блок цилиндров имеет продольный канал, от которого по поперечным каналам масло поступает к коренным подшипникам коленчатого вала и подшипникам распределительного вала.
На наружных поверхностях блока цилиндров имеются обработанные привалочные плоскости для крепления центробежного масляного фильтра, водяного насоса, фильтров грубой и тонкой очистки топлива, маслозаливной горловины.
Газораспределительный механизм ГРМ дизеля Д-243
ГРМ двигателя Д-243 трактора МТЗ-82 состоит из распределительного вала, впускных и выпускных клапанов, а также деталей их установки и привода: толкателей, штанг, коромысел, регулировочных винтов с гайками, тарелок с сухариками, пружин, стоек и оси коромысел.
Распредвал - трехопорный, приводится в действие от коленчатого вала через шестерню распределения. Подшипниками распределительного вала служат три втулки, запрессованные в расточки блока.
Передняя втулка (со стороны вентилятора) из алюминиевого сплава, имеет упорный бурт, удерживающий распредвал от осевого перемещения, остальные втулки чугунные.
Толкатели – стальные. Рабочая поверхность тарелки толкателя наплавлена отбеленным чугуном и имеет сферическую поверхность большого радиуса (750 мм).
В результате того, что кулачки распределительного вала изготовлены с небольшим конусом, толкатели в процессе работы совершают вращательное движение.
Штанги толкателей изготовлены из стального прутка. Сферическая часть, входящая внутрь толкателя, и чашка штанги закалены. Коромысла клапанов двигателя МТЗ-82 - стальные, качаются на оси, установленной на четырех стойках.
Крайние стойки - повышенной жесткости. Ось коромысел полая, имеет восемь радиальных отверстий для смазки коромысел. Перемещение коромысел вдоль оси ограничивается распорными пружинами.
Впускные и выпускные клапаны двс Д-243 изготовлены из жаропрочной стали. Они перемещаются в направляющих втулках, запрессованных в головку цилиндров.
Каждый клапан закрывается под действием двух пружин: наружной и внутренней, которые воздействуют на клапан через тарелку и сухарики.
Уплотнительные манжеты, установленные на направляющие втулки клапанов, исключают попадание масла в цилиндры дизеля и выпускной коллектор через зазоры между стержнями клапанов и направляющими втулками.
Проверка зазора между клапанами и коромыслами дизельного двигателя Д-243
Зазоры между клапанами и коромыслами двигателя Д-243 проверяйте и, при необходимости, регулируйте через каждые 500 часов работы, а также после снятия головки цилиндров, подтяжки болтов крепления головки цилиндров и при появлении стука клапанов.
Зазор между бойком коромысла и торцом стержня клапана при проверке на непрогретом дизеле ( температура воды и масла должна быть не более 60 ºС) должен быть:
- впускные и выпускные клапаны - 0,25 мм (+0,10 -0,05)
При регулировке зазор между торцом стержня клапана и бойком коромысла на непрогретом дизеле устанавливайте: впускные и выпускные клапаны – 0,25 мм (-0,05)
Регулировку клапанов двигателя Д-243 производите в следующей последовательности:
- снимите колпак крышки головки цилиндров и проверьте крепление стоек оси коромысел;
- проверните коленчатый вал двигателя МТЗ-82 до момента перекрытия клапанов в первом цилиндре (впускной клапан первого цилиндра начинает открываться, а выпускной заканчивает закрываться) и отрегулируйте зазоры в четвертом, шестом, седьмом и восьмом клапанах (считая от вентилятора), затем поверните коленчатый вал на один оборот, установив перекрытие в четвертом цилиндре, и отрегулируйте зазоры в первом, втором, третьем и пятом клапанах.
Для регулировки зазора отпустите контргайку винта на коромысле регулируемого клапана и, поворачивая винт, установите необходимый зазор по щупу между бойком коромысла и торцом стержня клапана. После установки зазора затяните контргайку.
По окончании регулировки зазора в клапанах поставьте на место колпак крышки головки цилиндров.
______________________________________________________________________________________________
______________________________________________________________________________________
___________________________________________________________________________________________
Другая спецтехника
МТЗ-80
______________________________________________________________________________________
ЯМЗ-236
ЯМЗ-238
Т-130
Т-170
КРАЗ
texav.ru