Сварка кузова своими руками
Сварка кузова автомобиля своими руками
Сварочные работы при кузовном ремонте»>Выбор сварочного аппарата
Сразу нужно сказать в пользу использования аппарата, который производит сварку проволокой в углекислой среде, которая не допускает кислород к сварочной ванне. Кузовной металл не отличается особой толщиной, всего 0,7-1,2 миллиметра, поэтому использование обычного электрода может привести к прожигам.
Преимущества сварки в углекислой среде с помощью проволоки:
- данный аппарат отличается компактностью и способностью варить листы от 0,3 до 5 миллиметров, сварочный шов отличается твердостью и аккуратностью, что очень важно во время проведения «тонких» сварочных работ;
- углекислотные автоматы являются весьма универсальными и способны заменять сварочные аппараты инверторного тока на всех видах работ.
Продвинутые мастера способны осуществлять весьма «художественные» сварочные работы обычным плавящимся электродом, но менее опытному «сварщику» необходимо будет овладеть приемами постоянного поддержания дуги, подвода электрода под необходимым углом. Для кузовного металла такой метод применим, но явно не для иномарок. Плюсом сварки с помощью плавящего электрода может выступить преимущества неразрывного шва, который обладает весьма большими пределами к растяжению или сжатию при деформации кузова.
Для того, чтобы иметь возможность сварки цветных металлов, которые иногда используются в производстве кузовов, необходимо заменить углекислую среду на инертный газ типа аргона. Проволоку для сварки необходимо применять так же из цветного металла.
Конкретным выводом можно подытожить то, что для сварки кузова лучше всего использовать сварку в среде инертного газа.
Предварительные мероприятия
Так как данный вид работ предусматривает небольшие сложности на всем протяжении процесса сварки кузова, то необходимо с прилежанием отнестись и к подготовительным мероприятиям. Для того, чтобы работа удалась, необходимо соблюсти следующие условия:
- Известно, что наличие электропитания в гараже не всегда отличается стабильностью, поэтому перед подключением газовой сварки необходимо проверить сеть на возможность выдерживать перегрузки. Если же при перегрузке сеть начинает «закорачивать» или выбивать предохранители, то сварку лучше не использовать — можно ее полностью испортить из-за пробойного напряжения;
- Следует подготовить сам сварочный аппарат: для сварки кузова лучше всего использовать флюсовую проволоку с медным сердечником, так как медь обладает достаточной мягкость, при этом создавая сильные неразрывные соединения между двумя металлическими поверхностями, смешиваясь с припоем;
- Сварка осуществляется при прямом контакте проволоки с поверхностью кузова, к которому следует приложить заземление, так как, если этого не сделать, то не замкнется контур, и сварки не будет, а так же могут возникнуть блуждающие токи — причина появления окалины на кузове.
После того, как мы ознакомились с этими условиями, можно приступать к сварочным работам, включив инвертор в сеть и выставив параметры тока.
Технология сварки
Для того, чтобы качество было наилучшим, лучше всего проложить шов стежками по два-три сантиметра через каждые пять. Если использовать этот способ вместо обычного точечного, то можно получить более качественное соединении с усиленной жесткостью и пределом к деформации во время эксплуатации.
Так же стоит отметить, что проварка кузова спереди не актуальна, так как автомобильный кузов испытывает там минимальную нагрузку, а вот проварка днища обязательна с двух сторон. Так же швы обязательно обрабатываются специальным грунтом для сохранения долговечности, так как даже самое крепкое шовное соединение с помощью сварки «не живет» более 7 лет.
Безопасность
При работе со сваркой есть конкретные меры безопасности, соблюдение которых считается обязательным:
- использование щитка и защитных рукавиц;
- слой диэлектрика на полу;
- все кабеля должны быть герметичны;
- аргон не применяется в замкнутых пространствах без вытяжки и вентиляции.
Данные советы помогут любому автолюбителю при наличии базовых сварочных навыков самостоятельно осуществит кузовной ремонт своего четырехколесного, а может и более, друга.
portalvaz.ru
Подготовка кузова авто к сварке - МастериЯ
Кузов — это главная составляющая любого автомобиля, требующая тщательного ухода, своевременной проверки и ремонта, одним из видов которого является его электросварка своими руками. В гаражных условиях сварка кузова автомобиля своими руками вполне выполнима при наличии углекислотного полуавтомата, способного варить проволокой. Он позволяет сваривать листы от 0,8 до 6 миллиметров. С помощью полуавтомата можно заделать заплатами любые прорехи, приваривать новые детали (лонжероны, пороги, крылья), выправить вмятины.
Cварка автомобиля сделанная своими руками
Двуокись углерода под давлением подается в зону сварки, при этом вытесняя обычный воздух, тем самым защищая металл от излишнего окисления. Это позволяет сохранить металлические частички в большем объеме, поэтому он не сгорает, а только плавится.
Если же двуокись углерода заменить аргоном, то можно варить даже цветные металлы — нержавейку, алюминий или сплавы других металлов. При этом важно использовать такую же присадочную проволоку из того же металла — из алюминия или нержавейки.
Подготовка металла к сварке
Электросварщиком ручной дуговой сварки, перед началом работ обязательно должна быть проведена подготовка металла под сварку. Места кузова и кузовные детали, подлежащие сварке, тщательно должны быть очищены от краски, ржавчины, масла и других загрязнений. Преимущество полуавтоматической сварки заключается в механизированной подаче плавящегося электрода, высокой скорости сварки тонких листов металла, снижении зоны теплового влияния на свариваемые детали, что приводит к повышению качества шва как внешне, так и по механическим свойствам, снижению расхода материалов и деформации металла.
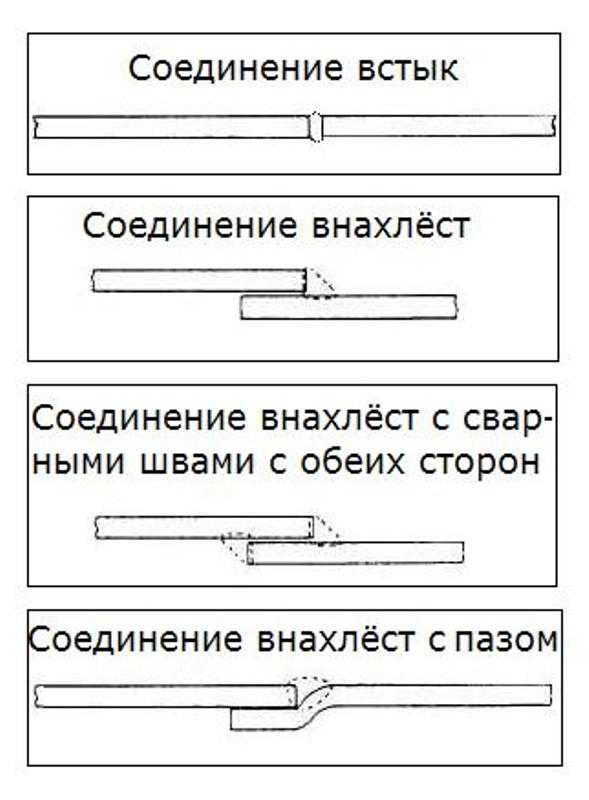
В зависимости от доступности соединяемых деталей, их назначения в конструкции кузова, конструктивного расположения узла и толщины соединяемых деталей, сварку автомобиля своими руками можно выполнять прерывистым или сплошным швом. Прерывистый шов можно применять на тонколистовом металле при наличии широкого зазора между соединяемыми деталями, что требуется для предотвращения опасности прожога. Сварку сплошным швом выполняют при соединении деталей встык.
Уменьшения передачи тепла металлу можно добиться периодической подачей тока и сварочной проволоки. Соотношение между временем выполнения сварки и перерывом подбирается в зависимости толщины соединяемых деталей и величины зазора между ними. Во время перерыва происходит охлаждение сварочной ванны, устраняя тем самым возможность прожога.
Своими руками дуговая сварка кузова осуществляется следующим образом:
1. Перед тем, как пользоваться электросваркой, необходимо проверить сеть на нагрузочную способность, другими словами, вам надо быть уверенными в том, что ваша проводка выдержит нагрузку сварочного аппарата. Лишь только после этого вы можете начинать подготовку к сварке.
2. «Зарядите» полуавтомат сварочной проволокой. Это можно сделать так: снимите сначала газовое сопло сварочной горелки, потом с помощью ключа отвинтите ее медный наконечник, затем отведите прижимной ролик с проволокой и установите требуемую полярность тока. При сварке флюсовой проволокой надо плюс установить на зажиме, а минус на горелке. В случае использования обычной проволоки, полярность надо будет поменять — плюс на горелке, а минус — на зажиме.
После этого требуется вручную завести конец проволоки на 10 — 20 см в подающий канал и подвести прижимной ролик, удерживая проволоку от осыпания. Обязательно проверьте, что проволока попала в ложбинку на ведущем ролике.
После выполнения всех этих действий можно будет подключить полуавтомат к сети и нажать клавишу на ручке сварочной горелки. Сначала произойдет подача газа, а затем включится подача сварочной проволоки и тока. Затем надо выбрать и надеть на проволоку требуемый медный наконечник, закрутить его и установить газовое сопло.
При сварочных работах в кузове обычно провариваются все части, кроме передней, так как нагрузка на нее является минимальной. Исключение составляют транспортные средства, в которых на переднюю подвеску делается больший упор, а именно — место крепления передних «лап» к поперечной балке надо хорошо проварить. Проваривать пол можно с обеих сторон, только при этом не забудьте обработать специальным грунтом сварные швы, это очень важно. Переднюю часть автомобиля, то есть крылья и капот обычно не проваривают, но тщательную обработку швов поддона, стоек и задней части требуется провести обязательно.
masteriya.com
Сварка кузова автомобиля своими руками инвертором или полуавтоматом — Royalwebstudio.ru
Прибор для экономии электроэнергии Electricity Saving Box
Сварка кузова один из самых распространенных видов ремонтно-кузовных работ. Невозможно не отметить, что кузов есть основная составляющая любого авто, требующая серьезного отношения к себе, тщательного ухода, а также своевременного ремонта и проверки. Именно поэтому вопросу сварки кузова сегодня уделяется огромное внимание, ведь касается он если не всех, то почти всех автовладельцев на практике.
Сварка кузова автомобиля своими руками – вполне решаемая задача, если вы находитесь в гаражных условиях, имеете минимальные необходимые навыки, а также не желаете переплачивать, отдавая раз за разом свой автомобиль на СТО, поскольку расценки на работы такого плана сегодня очень и очень немаленькие.
Чем будем варить?
Сразу стоит отметить, что для сварки автомобильного кузова вручную наилучшим средством выступит углекислотный полуавтомат, осуществляющий сварку проволокой. Конечно, не исключается и другой вариант – использование сварочного аппарата с электродом. Однако речь все же идет о кузовном металле толщиной 0,8-1 мм, поэтому если вы не ставите своей целью прожечь в нем как можно больше дырок, то следует остановиться на первом варианте. В углекислотном полуавтомате проволока автоматически подается в зону сварки и его можно смело отнести к основному виду сварочных аппаратов в среде гаражников и сервисных центров, осуществляющих кузовной ремонт. К тому же, данный аппарат является наиболее доступным и универсальным среди всех остальных, пригодных для качественного кузовного ремонта. Он способен варить стальные листы толщиной в диапазоне от 0,8 вплоть до 5-6 миллиметров. Таким образом, углекислотный полуавтомат вполне способен заменить сварочник на электродах, а вот обратной замены уже не получится. Вдобавок качество сварки посредством такого аппарата (в том числе и для грубого железа) получится на уровень выше.
В целом говоря, не исключена и возможность обучиться варить неплавящимся электродом. Однако сей процесс довольно долгий и непростой, в то время как сварка полуавтоматом существенно проще и быстрее, поскольку здесь от вас не требуется навык зажигания и поддерживания дуги в процессе сварки. Также такой вид сварки потребует большей сноровки, и, в свою очередь, гораздо менее удобен для кузовного металла. Единственным неопровержимым плюсом здесь выступит качество сварки, которое будет вне всякой конкуренции.
Почитать отзывы можно здесь При использовании аргона (инертного газа) вместо газа углекислого (в роли защитного газа) появляется возможность сварки цветных металлов, таких как латунь, алюминий, нержавейка и другие металлы и сплавы. Это возможно лишь при одном условии, а именно, при обязательном применении соответствующей проволоки для сварки (из алюминия или нержавейки).
Подытожив вышесказанное, можно с легкостью заявить: для гаражной сварки автомобильного кузова нет более оптимального и безопасного выхода, чем электрическая сварка полуавтоматом в среде защитного газа.
Перед тем, как варить…
Уделим несколько слов необходимым подготовительным процедурам непосредственно перед самой работой по сварке. Поскольку данная работа довольно непроста и требует не только навыков, но и предельной концентрации, а также аккуратности, не стоит пренебрегать и надлежащей подготовкой к ней.
Итак, непосредственно перед тем, как подключать ваш полуавтомат к источнику электрообеспечения, настоятельно рекомендуется проверить сеть на предмет способности к нагрузкам. Следует обязательно убедиться в том, сможет ли сеть в вашем гараже выдержать нагрузку, создаваемую сварочным аппаратом. Это первостепенное условие, только после выполнения которого вы можете подготавливать сварочный аппарат к действу.
В качестве второго шага следует «зарядить» сварочной проволокой ваш углекислотный полуавтомат. Для этого необходимо отделить газовое сопло от сварочной горелки, затем при помощи ключа открутить медный наконечник на ней, после чего установить нужную полярность тока сварки, предварительно отведя прижимной ролик вместе с проволокой.
механизм сварочного углекислотного полуавтома
Так, например, используя флюсовую проволоку для сварки, на зажиме необходимо установить плюс, на горелке – минус. Ежели в ход вступает обычная проволока, значит полярность следует сделать обратной, т.е. на зажиме минус, а на горелке плюс.
Затем конец проволоки следует вручную завести на 10-20 см в район падающего канала и сделать подвод прижимного ролика, удерживая одновременно проволоку от осыпания. При этом проволока должна обязательно попасть в канал на ведущем ролике.
Лишь после выполнения этих операций можно произвести подключение вашего сварочного аппарата к сети и нажать клавишу рукоятки сварочной горелки. Сперва начнется подача газа, а после этого уже проволоки и тока сварки. Теперь наденем медный наконечник на проволоку, закрутим его и установим газовое сопло.
Напоследок осуществим незамысловатое подключение углекислого газа. Для этого установим редуктор газовый баллон с CO2 и соединим полуавтомат и редуктор шлангом.
Для наилучшего качества работы проваривать нужные кузовные места лучше стежками длиной по 2 сантиметра с интервалами в 5 сантиметров. Такой способ сварки будет крепче, нежели точечный. При варке стежками жесткость кузова значительно увеличивается, а также снижается его деформация в ходе дальнейшей эксплуатации, даже при больших нагрузках.
сварка кузова автомобиля
Стоит отметить, что проваривать в кузове нужно все за исключением передней части, где нагрузка будет и так минимальной. Однако в транспортных средствах с большим упором на переднюю часть подвески все же проваривать надо. В особенности это касается места скрепления передних «лап» с поперечной балкой. Что касается днища автомобиля, то здесь допускается проварка с двух сторон. Не стоит только забывать обрабатывать специальным грунтом сварные швы. Кроме того, крылья и капот передней части машины обычно не варят, однако обрабатывать задние части стоек и швы поддона необходимо обязательно. Только после этого можно приступить к прикручиванию панелей и сидений на свои места.
Пару слов о безопасности…
«Снарядившись» сварочным аппаратом не лишним будет подумать и о мерах безопасности вашей работы. В первую очередь это касается специальной маски, без которой, собственно, сделать что-то будет невозможно. Защитная маска даст возможность смотреть на яркую электрическую дугу, расплавленный металл, а также позволит контролировать ход сварки и защитит ваши глаза и лицо от едкого дыма, брызг металла и вредного ультрафиолета, излучаемого все той же дугой. Лучше всего подойдет маска «Хамелеон», поскольку она имеет электрооптический защитный светофильтр, управляемый фотодиодами. Иными словами, при обычных условиях данный фильтр прозрачен, но моментально затемняется при появлении вспышки дуги. Таким образом, ваши глаза просто не успеют получить световой удар, что крайне и крайне вредно. Также в целях создания комфортных условий работы можно изменять степень затемнения светофильтра в процессе сварки.
Не будет лишним позаботиться и о специальном костюме. Он защитит ваше тело, руки и ноги от болевых ожогов, легко способных образоваться в среде большой температуры и расплавленного металла. Прежде чем приступать к работе, обеспечьте себя специальной робой, или хотя бы крагами для защиты рук от все тех же ожогов.
royalwebstudio.ru
Сварка кузова автомобиля — заделываем дыры в днище
Апрель 13, 2017
Любой автомобиль современного выпуска способен нормально прослужить порядка 10—15 лет, однако после этого начинаются активные коррозионные процессы. Вполне возможно, что они начнутся значительно позже — это зависит от ухода за машиной и целого ряда других факторов. Однако коррозия рано или поздно все равно возникнет. Ремонтные работы, связанные со сваркой кузова автомобиля, могут потребоваться в том числе и после того, как он попал в дорожно-транспортное происшествие.
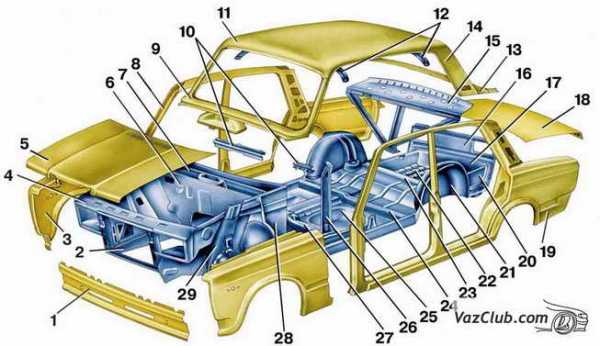
Особенности заводского производства кузова
Автомобильный кузов представляет собой штампованную конструкцию, которая выполняется из жести. В дальнейшем все элементы при помощи сварных работ соединяются в одну конструкцию. Данный промышленный процесс, как правило, роботизирован. Качественная сварка кузова автомобиля в заводских условиях будет достаточно сильно отличаться от того, как эти работы производятся на станциях технического обслуживания.

Укладывание сварного шва зачастую обладает определенными недостатками:
- сам процесс наплавления металла весьма трудоемкий;
- при проведении работ следует принимать во внимание, что металл в процессе будет значительно сильнее нагреваться, в результате это может стать причиной неравномерного расширения и последующей деформации;
- сварка рамы или радиаторов автомобилей приводит к значительному увеличению расходных материалов.
В заводских условиях технология сварки автомобильного кузова в значительной степени отличается, так как в данном случае применяется точечная технология. Этот процесс значительно проще, так как подразумевает отсутствие перерасхода электродов и прочих материалов, элементы располагаются значительно точнее относительно друг друга. Еще одним немаловажным моментом является практически полное отсутствие локального температурного расширения, соответственно, вреда от него не будет.
Точечная заводская сварка днища и других элементов не позволяет получить абсолютно герметичный шов, однако этот вопрос с легкостью решается в ходе последующей обработки сваренного участка при помощи особого герметика. В результате получается достаточно прочное и привлекательно выглядящее соединение.
Какой сварочный аппарат подходит для таких работ?
Если человек раньше не сталкивался со сваркой, то не исключено, что он решит выбрать наиболее простой аппарат для проведения подобных работ. Однако такой подход к делу не позволит получить максимально качественное сварное соединение и надежный шов. Прежде всего электродом не слишком удобно подбираться к достаточно сложным участкам, далее — такая технология наиболее подходит для деталей, толщина которых превышает 6 мм.
Толщина металлических элементов кузова транспортного средства не превышает 1 мм, поэтому полностью прожигать металл здесь не придется. Значительно удобнее воспользоваться инвертором, работающим в углекислотной среде. Научиться работать на данном оборудовании гораздо сложнее, так как в качестве электродов здесь используется особая проволока. Она в автоматическом режиме будет подаваться на участок сварки.

Подобное оборудование является наиболее популярным при проведении сварочных работ самостоятельно. Дело в том, что с его помощью можно изготавливать соединения элементов, толщина которых будет находиться в пределах от 0.8 до 6 мм. При этом сам шов будет выглядеть весьма привлекательно, а также будет отличаться высокой прочностью. К плюсам таких работ можно отнести полнейшее отсутствие какого бы то ни было напряжения в околошовной зоне.
Если возможно заменить углекислоту на аргон, то это откроет возможность проводить работы, связанные с соединением цветных металлов.
Как подготовить корпус к сварке?
Сварка кузова автомобиля своими руками подразумевает проведение целого ряда подготовительных мероприятий. Прежде всего с порогов автомобиля и других проблемных участков нужно удалить любые загрязнения, следы коррозии, масла, краски и так далее.
Главным положительным качеством сварочных работ полуавтоматического типа является то, что сварочная проволока подается в район проведения сварочных работ в автоматическом режиме. В результате получается соединение высокого качества в плане прочности и внешнего вида. При проведении работ металл практически не подвергается деформации, к тому же снижается расход материалов.
В зависимости от того, насколько легок доступ к элементам, соединение будет либо сплошным, либо прерывистым. Стоит отметить, что прерывистое соединение может использоваться на кузове легкового или грузового автомобиля в случае, если между элементами имеется довольно значительный зазор. Он не позволит образоваться прожогу. Если же элементы подразумевают стыковое соединение, то их придется проваривать по сплошной технологии.
У многих начинающих сварщиков, которые только собираются осваивать автомобильную сварку, возникает вопрос относительно того, можно ли варить при пониженной температуре? В принципе технология не подразумевает пониженный прогрев соединяемых элементов, но не допустить слишком сильного нагрева деталей все-таки можно. Здесь нужно будет подавать проволоку периодически. В течение перерыва ванна будет немного охлаждаться, что не допустит вероятности прожога.
Как производится сварка?
Перед началом проведения работ следует проверить, насколько надежная электрическая сеть. На первом этапе нужно будет зарядить полуавтоматическое устройство при помощи специальной проволоки. Она заводится в подающий канал примерно на 10—20 см, после чего прижимной ролик устанавливается на свое место. В ходе выполнения данных работ следует быть наиболее аккуратным, чтобы проволока не начала осыпаться. Ее укладывают в специальную ложбинку, расположенную на ведущем ролике.
Когда вся подготовка будет закончена, оборудование подключается к электрической сети. Сначала активируется подача газа в зону сварки, затем осуществляется подача электрического тока необходимой силы и напряжения, а также сварочной проволоки. Далее подбирают нужный наконечник, который должен быть сделан из меди, надевают его на проволоку, заменяющую собой электрод, и устанавливают газовое сопло.
При сварочных работах, связанных с кузовом, тщательно проваривают все его части, кроме передней, так как она практически не несет на себе нагрузки. Полы лучше проварить максимально качественно, а все швы в дальнейшем обрабатываются с помощью особой грунтовки глубокого проникновения. Недопустимо проваривать капот или крылья.
electrod.biz