Замена направляющих
Как заменить направляющие втулки клапанов

Ремонт головки блока цилиндров (ГБЦ) зачастую предполагает необходимость замены направляющих втулок клапанов ГРМ. Для замены необходимо выпрессовывать старые втулки клапанов, после чего на их место устанавливаются новые элементы. Существует несколько способов для выпрессовки старых втулок. Наиболее простым и самым неправильным является выбивание втулок молотком и зубилом. Данный ударный способ широко применяется в практике «гаражных» мастеров. Отметим, что извлечение втулок в подобных случаях часто заканчивается повреждением посадочного гнезда в головке блока цилиндров.
Немного более правильным вариантом является использование специальной ступенчатой оправки из латуни или бронзы вместо зубила. Такая оправка устанавливается со стороны седла на направляющую втулку, далее по ней ударяют молотком. Указанный способ выпрессовки втулок снижает риск повреждений ГБЦ, но не исключает полностью. Оптимальным же способом выпрессовки втулок является использование специального съемника. Указанный съёмник для снятия направляющих втулок клапанов также используется для последующей установки новых втулок в ГБЦ. Далее мы рассмотрим способы замены направляющих втулок клапанов при помощи оправки и съемника.
Как самому менять направляющие втулки клапанов

Сначала рассмотрим способ выпрессовки направляющих втулок клапанов при помощи оправки, так как указанный способ является распространенным. Перед заменой втулок снимаются пружины и сами клапана. Как уже было сказано выше, оправка для выпрессовывания втулок клапанов используется ступенчатая. Ступенька необходима для того, чтобы снизить риск повреждений посадочного гнезда в головке блока. Меньший диаметр оправки позволяет ей войти во втулку на 3-4 см, причем с зазором. Больший диаметр позволяет свободно пройти через гнездо в ГБЦ.
Отметим, что зачастую бронзовые втулки достаточно легко выпрессовываются из головки, так как установлены с относительно слабым натягом. Если же необходимо выпрессовать направляющую втулку клапана из более жесткого материала, тогда ГБЦ следует предварительно нагреть до температуры 140-160 градусов Цельсия в электропечи или до 80-90 градусов в емкости с горячей водой. Нагрев головки блока цилиндров позволит уменьшить натяг.
В крайних случаях плотно запрессованную втулку нужно высверливать. Обратите внимание, делать это разрешается только на станке, так как попытки высверлить втулку клапана дрелью приведут к перекосу и повреждениям посадочного гнезда. Втулку также желательно высверливать не до конца, то есть оставлять стенки толщиной около 1-го миллиметра. Так снижается риск повреждений гнезда, а сам остаток втулки легко удаляется оправкой.
Следующим шагом становится обязательный замер натяга новой втулки перед установкой в головку, так как строго запрещается производить запрессовку новых втулок до измерения натяга. Для замеров натяга понадобится определить диаметр гнезда и направляющей втулки. Допускается показатель на отметке от 0.03 до 0.05 мм. Этот показатель следует понимать как то, что диаметр новой втулки превышает диаметр посадочного гнезда на указанную величину.
Слабый натяг по причине гнезда потребует увеличения диаметра гнезда, куда потом устанавливается ремонтная втулка увеличенного размера. Рассверливать гнездо в ГБЦ также нужно исключительно на станке, что позволит избежать возможного перекоса при выполнении нового отверстия. Что касается степени натяга ремонтной втулки, данный показатель следует максимально увеличить, так как в новом отверстии материал более твердый и имеет большую шероховатость на поверхности стенок.
Чтобы запрессовать новые втулки клапанов головку блока следует повторно нагреть в печи аналогично способу снижения натяга при снятии. Параллельно с этим новые втулки охлаждают. Запрессовка новых втулок без нагрева ГБЦ является неправильной. Это касается алюминиевого сплава ГБЦ, в котором происходит деформация при наличии сильного натяга. После такой установки итоговый натяг будет меньше необходимого. В результате после сборки мотора и его нагрева при работе направляющая втулка клапана не будет иметь плотной посадки, а сам клапан в указанной втулке начнет страдать от перегревов. Перегрев клапана будет происходить в результате того, что эффективность отвода избыточного нагрева от стержня клапана к ГБЦ существенно снизится. Неисправность будет быстро прогрессировать, втулка начнет болтаться в посадочном гнезде, что потребует повторной разборки двигателя для проведения ремонта.
Теперь перейдем к тому, как установить направляющие втулки клапанов в головку блока цилиндров. Саму запрессовку реализуют при помощи описанной выше оправки, по которой следует нанести молотком пару резких ударов. Учтите, наличие на новой втулке специального тонкого пояса для размещения маслосъемного колпачка обязывает к тому, чтобы оправка ни с одной стороны не опиралась на данный пояс. Игнорирование данной рекомендации может привести к тому, что втулка деформируется или окажется сломанной.
Завершением процесса установки направляющих втулок клапанов ударным способом является финальная калибровка отверстий. Данную процедуру выполняют при помощи разверток. Рекомендуется использовать алмазные развертки, так как данный инструмент более долговечен и обеспечивает стабильный предсказуемый результат сравнительно с обычными стальными развертками. После обработки отверстий необходимо выполнить проверку зазоров клапанов во втулках с учетом рекомендуемых параметров. Зазоры впускных клапанов должны быть на 0.01 мм меньше по сравнению с выпускными, которые сильнее нагреваются при работе ДВС (например, 0.02 — 0.04 против 0.03 — 0.04 мм). Отметим, что добиваться минимально допустимых зазоров не обязательно. Следует добавить, что данное утверждение особенно актуально для выпускных клапанов, так как малые зазоры в направляющих втулках могут привести к их заклиниванию.
Выпрессовка и установка направляющих втулок клапанов съемником
Далее рассмотрим наиболее оптимальный способ выпрессовки направляющих втулок клапанов специальным съемником-выпрессовщиком втулок. Начнем с того, что съемники бывают разными и являются универсальными инструментами. При помощи данного решения можно снимать втулки клапанов на разных ГБЦ без риска повредить посадочную плоскость в головке блока. Другими словами, наличие съемника сводит к минимуму возможные задиры или другие дефекты отверстия по сравнению с использованием молотка и оправки.
Работа со съемником предполагает:
- под инструмент подкладывается втулка подходящего размера. Подбор такой втулки осуществляется с учетом того, чтобы при установке съёмника резьбовая часть вышла из направляющей клапана на 20-30 мм;
- далее съемник устанавливается и фиксируется парой гаек, которые специально обточены. Также допускается использование одной гайки, если таковая предусмотрена конструкцией съемника;
- следующим шагом становится необходимость придержать верхним ключом съёмник в его центральной части;
- одновременно с этим нижним ключом выпрессовывается направляющая втулка клапана;
После того, как к съемнику прикладывается определенное усилие, можно услышать явный щелчок. Такой звук укажет на то, что втулка клапана сорвана с посадочного места и движется наружу из отверстия в ГБЦ. Далее нужно крутить винт съемника до того момента, пока втулка не будет извлечена. Затем необходимо приготовить новые втулки для запрессовывания. Далее следует повторить все подготовительные процедуры, описанные выше при установке втулок оправкой. Дополнительно можно смазать втулку клапана моторным маслом для облегчения посадки в гнездо.
Чтобы запрессовать втулки съемником понадобятся 2 проставки, которые имеют коническую фаску и упираются в седло клапана. Одна деталь должна иметь больший диаметр, а другая меньший (в соответствии с тем, что посадочное место впускного клапана больше, а выпускного клапана меньше). Также снова понадобиться осуществить подбор распорных втулок съёмника, учитывая при этом необходимость выхода резьбовой части съемника на 20-30 мм при установке новой втулки клапана.Теперь можно запрессовать втулку съемником. Окончанием запрессовки является момент, когда прокручивать съемник станет тяжелее. Это будет говорить о том, что втулка опустилась на посадочное место и уперлась стопорным кольцом, которое выполнено на направляющей для регулировки правильной посадки. После появления усилия крутить съемник дальше не нужно, так как можно повредить направляющую. Съёмник пора разбирать и снимать, так как новая втулка уже запрессована в головку блока.
Далее втулки понадобится подгонять по посадочным размерам. Это необходимо в том случае, если направляющую слегка сдавило при запрессовке. Выполняется данная процедура аналогично описанной выше, то есть при помощи развертки. Развертка вставляется в отверстие и без давления прокручивается, благодаря чему происходит аккуратное развёртывание. По окончании следует выдуть остатки стружки при помощи сжатого воздуха.
Завершающим этапом становятся обязательные замеры диаметра полученного отверстия в направляющей втулке. Для проверки используется специальный индикаторный нутромер. Также следует измерить толщину стержня клапана при помощи микрометра. Если все выполнено правильно, тогда зазор будет находиться в допустимых пределах.Затем можно вставить клапан и проверить качество его прилегания к седлу. В том случае, если клапан не полностью прилегает к седлу, тогда очевидна потеря соосности между центром втулки и центром седла клапана. Такое явление иногда возникает после замены направляющих втулок клапанов. Для решения данной проблемы потребуется осуществить притирку клапанов. Чтобы притереть клапана, нужно обработать специальной шарошкой седло клапана. После притирки клапанов можно считать процесс замены направляющих втулок полностью завершенным.
Похожие статьи
krutimotor.ru
Замена направляющих втулок клапанов своими руками
Отечественные автомобили можно ремонтировать самостоятельно в любом удобном гараже. Конструкция их предусматривает максимальный уровень ремонтопригодности всех узлов и механизмов. Не исключением в этом случае будет ремонт головки блока, одной из операций этого процесса является замена направляющих втулок клапанов.
Конструкция механизма
В процессе работы клапанного механизма движение клапанов происходит в ограниченном пространстве. Направление для перемещения задается с помощью соосности отверстия, в котором «ходит» ось штока и впускного/выпускного отверстия. Материал для штока подобран максимально износостойкий.
Сталь легирована большим количеством хрома и никеля. Направляющие втулки клапанов, сопрягающиеся со штоком, выполнены из менее прочного материала, чаще из медесодержащих сплавов. Это связано с тем, что ремонтный комплект таких втулок будет стоить дешевле при обслуживании, чем полная замена клапанов с износившимся штоком. Также пара сталь-латунь гораздо лучше работает при фрикционном сопряжении.

Замена втулок
Зазора между отверстием и клапаном практически нет. Это и наличие сальников на штоке помогает предотвратить попадание масла в камеру сгорания. Но за счет того, что работа клапанов проходит в агрессивных условиях и при интенсивном перемещении, износ у втулок появляется, их приходится периодически менять. Если бы они не стояли в конструкции, то пришлось менять всю головку блоки после выработки в отверстиях, по которым ходит шток.
Необходимость замены втулок
Износ можно определить по нескольким косвенным признакам, также есть случаи, когда требуется менять втулки в обязательном порядке:
- в камеру сгорания проникает моторное масло, за счет этого возрастает его расход и образуется сероватый дым из выхлопной трубы;
- слышно характерное постукивание со стороны головки блока;
- при полной замене комплекта клапанов;
- капремонт головки блока.

Инструмент для выпрессовки
Выпрессовка втулок
Наиболее популярным методом выпресовки является ударный. Предварительно снятую головку блока очищаем от загрязнений. Потом фиксируем ее на верстаке. Для операции понадобится специальный съемник, латунная или бронзовая цилиндрическая оправка длиной 80-100 мм. С одного конца на ней должна быть проточка на длину 30-40 мм диаметром на 1-2 мм меньше, чем диаметр внутреннего отверстия втулки. Оправка должен иметь максимальный диаметр, не больше наружного размера втулки.
Шаг 1. Нагреть головку блока Шаг 2. Выпрессовать втулки Шаг 3. Провести сравнительный замер штоков и отверстий Шаг 4. Обработать отверстия разверткойПеред выбиванием втулок, необходимо нагреть головку примерно до 100-120С. Делается это для ослабления натяга между втулками и корпусом. В гаражных условиях подойдет электроплита. Ни в коем случае не пользоваться для этой операции горелкой, чтобы не перегреть металл и не испортить «геометрию» поверхности корпусной детали. Выбивать надо со стороны камеры сгорания.
После высвобождения посадочного отверстия, надо замерять его диаметр. Это необходимо для того, чтобы правильно подобрать натяг, разницу между размером новой втулки и посадочным диаметром. Ремонтная втулка должна быть больше на 0,03-0,05 мм. Это обеспечит плотную посадку. Замеры надо проводить на остывшей головке.
Запрессовка ремонтного комплекта
Чтобы не повредить поверхность отверстий и не создать задиры, перед тем, как заменить направляющие втулки клапанов, нужно опять немного разогреть головку блока. Ремонтный комплект для лучшей посадки нужно остудить. Для этого подойдет бытовой морозильник. Без таких манипуляций качественной запрессовки можно не получить, а впоследствии все они быстро «разболтаются» на своих местах. И необходимо будет разбирать узел заново.

Сборка механизма
Когда все установится на свои места и головка блока остынет до окружающей температуры, необходимо будет обработать отверстия разверткой. Такая калибровка приведет диаметр в нужный размер по всей длине. Желательно использовать настраиваемый инструмент, так как у ненастаиваемого происходит износ, и размер отверстия станет после большого числа обработок немного меньше требуемого. За счет этого клапаны будут проходить с натягом, преодолевая трение, а могут просто заклинить.
Нормальным считается зазор между штоком клапана и отверстием 0,03-0,04 мм.
После запрессовки втулок можно проводить подгонку седел клапанов. Для этой операции используются шарошки или зенкеры.
Интересное по теме:
загрузка...
Вконтакте
Одноклассники
Google+
ktonaavto.ru
Замена направляющих втулок клапанов на автомобилях ВАЗ
Характерной особенностью автомобилей отечественного производства является то, что их ремонт и техническое обслуживание вполне можно осуществлять собственными силами. Главное, наличие необходимых знаний, инструкций и желание справиться с задачей собственными силами. Но всё же в случае замены направляющих втулок клапанов, которая имеет ряд своих специфических особенностей, провести её лучше на СТО. Однако немало автомобилистов неплохо справляются с этой задачей и в собственном гараже.
Для чего нужна направляющая втулка
Направляющую втулку вполне справедливо можно считать основным элементом, от которого зависит ресурс и правильная работа тандема «седло — клапанная тарелка». Материал, из которого изготовлена деталь и сама её конструкция в первую очередь нацелены на работу в условиях больших скоростях закреплённого в ней клапанного стержня, постоянных высокотемпературных нагрузок и практически полного отсутствия смазки в паре «клапан-втулка».
Причины и последствия деформации
Описанные условия приводят к тому, что в процессе работы мотора изнашиваются и направляющая втулка клапана, из-за чего со временем может нарушаться её соосность с клапанным стержнем. В дальнейшем деталь ещё больше разбивается и клапан начинает «гулять» и неплотно прилегать к своему седлу, а это, в свою очередь, приводит к разбитию фаски седла со временем. В качестве последствий можно получить прогар клапана и попасть на замену седла.

Внешний вид бронзовых направляющих втулок для моделей ВАЗ 2108–2109
Также из-за «гуляния» клапана в разбитой направляющей могут быстрее прийти в негодность маслосъёмные колпачки. Они просто не смогут удерживать масло при увеличившихся угловых смещениях клапанного стержня. Результатом будет попадание масла в двигатель, а если ещё учесть, что через разбитую втулку будет проходить масла больше обычного, то ситуация получается не из приятных. Увеличится нагар на клапанах и других деталях вокруг камеры сгорания, повысится уровень вредных выбросов выхлопных газов и можно получить преждевременно вышедший из строя каталитический нейтрализатор. И простой заменой маслосъёмных колпачков тут не обойтись, так как вскоре проблема снова вернётся.
Почему не стоит пренебрегать проверкой
В процессе ремонта двигателя его головке лучше уделить особое внимание. Нередко именно эта часть мотора виновна в том, что уровень компрессии в цилиндрах далёк от желаемого. Автомобилисты порой при ремонте ГБЦ ограничиваются только притиркой клапанов к их сёдлам, считая, что в цельнометаллических втулках особо изнашиваться особо-то нечему. В то же время проверить, насколько велик зазор между деталью и её клапаном будет совсем нелишним делом. Когда полученные цифры зазора выходят за рамки рекомендуемых автопроизводителем, то никакая притирка клапанов или замена маслосъёмных колпачков не уберегут от проблем в дальнейшем.
Материалы, используемые для изготовления втулок
Для изготовления втулок применяют материалы с хорошей износостойкостью и уровнем теплопроводности. Среди таких можно найти:
- специальные сплавы чугуна;
- бронзУ;
- латунь;
- металлокерамику.
По теплопроводности и себестоимости латунь наряду с бронзой находятся в лидерах, поэтому подавляющее большинство втулок изготовлено из сплавов этих металлов.
Нюансы, которые необходимо учитывать
Большинство втулок имеют специальный опорный буртик на наружной стороне, призванный обеспечить надлежащую фиксацию детали по вертикали в ГБЦ. Если же деталь гладкая, то установка осуществляется с использованием специальной оправки.
Для впускных клапанов направляющие втулки не должны выступать, дабы не увеличивать аэродинамическое сопротивление впускного канала. Втулки выпускных клапанов призваны по максимуму «прятать» стержень клапана для сохранности последнего от воздействия высоких температур и лучшего отвода тепла.

Внешний вид и расположение направляющей втулки клапана в ГБЦ
Точность изготовления втулок очень высока. Это необходимо для получения максимально выверенной соосности и наилучшего прилегания клапанной тарелки и седла при функционировании двигателя. Снаружи корпус детали, которую предстоит запрессовать в ГБЦ, должен быть максимально чисто обработан, на нём должны отсутствовать какие-либо царапины или риски. Этим обеспечивается оптимальный отвод тепла от этой хапчасти в головку блока.
Видео: обзор направляющих втулок клапанов для ВАЗ 2108–2109
Определение износа
Характер работы пары «клапанный стержень — втулка» обуславливает повышенный износ внутренней поверхности последней. Заметен он становится при длительном пробеге автомобиля (около 150 тыс. км.). В то же время использование масел низкого качества может существенно ускорить выработку ресурса втулок. Поэтому всегда перед их заменой желательно определить степень износа. Для этого есть два метода:
- С использованием микрометра в паре с нутромером. С помощью этих инструментов у втулки измеряется минимальное значение внутреннего диаметра, а также максимальный диаметр зоны хода клапанного стержня. Разность между полученными диаметрами и даст нам ширину искомого зазора. При проведении измерений не нужно забывать о конусном и бочкообразном характере износа стержня, а также о том, что с высотой у втулки меняется диаметр. Все поверхности перед началом замеров необходимо хорошо очистить от пыли и грязи.

Набор из Нутромера и микрометра для определения износа втулок
- С использованием индикатора часового типа со специальной стойкой (микрометрический нутромер или нутромер индикаторного типа). Если полученное значение зазора выходит за обозначенные в мануале пределы, то берётся новый клапан и повторяется процедура замеров. Если же и во втором случае зазор вышел за рамки допустимого, значит, запчасти идут под замену.
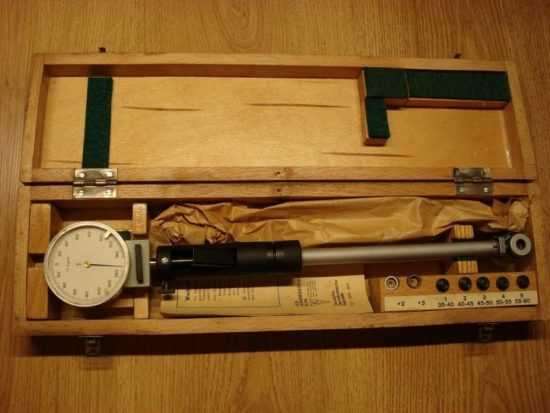
Нутромер с индикатором часового типа для измерения зазоров между втулкой и клапаном
Замена направляющих втулок клапанов
Извлечение
- Здесь настоятельно рекомендуется перед процедурой разогреть головку блока цилиндров где-то до 100 градусов по Цельсию. Алюминий, из которого изготовлена ГБЦ, имеет больший коэффициент расширения, чем материал направляющей втулки. Вследствие нагревания натяг соединения втулка-ГБЦ существенно уменьшается и направляющие можно спокойно, без повреждения посадочного места, выпрессовать лёгкими ударами молотка или кувалды.
- Для извлечения применяют специальный инструмент-выколотку (оправку). Несмотря на свою узкоспециализированность и дороговизну, этот инструмент даёт возможность выпрессовки точно по оси направляющей втулки. Нередко опытные автомастера для подобных процедур обзаводятся пневмомолотками и специальными насадками-выколотками для них.

Инструмент для выпрессовки и запрессовки направляющих втулок
- Бывает, что деталь не хочет выходить. В таких случаях её высверливают. И воспользоваться лучше станком для сверления. Взяв для работы обычную дрель, есть риск повредить посадочное гнездо и создать перекос. Полностью высверливать её, возможно, и не придётся. При тонких стенках её уже будет намного легче выбить.
- Внутренняя поверхность посадочного гнёзда после извлечения должна быть максимально гладкой и идеально чистой. Не должно быть никаких царапин, шероховатостей и прочих, даже малейших, дефектов. Для получения подобного результата его нужно дополнительно обработать после выпрессовки.
Видео по выпрессовке
Установка новых
- Перед тем как ставить новые запчасти, нужно определить значение фактического натяга. Для этого измеряется диаметр посадочного гнезда в ГБЦ и диаметр втулки. Разница между первым и вторым не должна превышать 0,03–0,05 мм.
- В случае если гнездо заметно больше, чем выбранная для него втулка, то следует поискать деталь диаметром побольше. Если же диаметр гнезда недостаточен, то можно воспользоваться услугами сверлильного станка для его увеличения.
- Перед процедурой запрессовки новых втулок головку блока цилиндров также необходимо нагреть. А вот новые запчасти вообще рекомендуют охладить в жидком азоте, что сильно уменьшит их внешний диаметр и позволит легче войти в расширенные от нагрева посадочные гнёзда, также снизит риск получения повреждений при запрессовке.
- Но так как не у всех в гараже найдётся жидкий азот, то можно предварительно поместить новые втулки в морозилку. Опять же при наличии последней в зоне доступности. Для простоты, можно взять в качестве необходимой разницу температур между ГБЦ и направляющей втулкой равной 150 градусам Цельсия. Ещё при запрессовке втулок рекомендуют смазывать трущиеся поверхности жидким машинным маслом, особенно если детали не нагревались/охлаждались.
- Сам процесс запрессовки проходит по тому же сценарию, что и выпрессовки. В качестве инструмента оправка и молоток (или пневмомолоток с насадкой). Далее, чередой последовательных ударов забиваем деталь в посадочное гнездо.
Видео по запрессовке
Финальная стадия — развёртки
Бывает так, что при установке клапанов они не входят в новые втулки. Это вызвано тем, что при запрессовке направляющие могут немного изменить свой внутренний диаметр. Здесь на помощь приходят развёртки, которыми наша запчасть растачивается до нужного диаметра. Применяем последовательно одну за другой по нарастающей. Параллельно снимаются замеры после каждого использования. Развёртки лучше брать сразу алмазные, так как стальные значительно быстрее приходят в негодность.

Развёртка направляющих втулок 8,022 мм
Как говорилось в самом начале, направляющие втулки клапанов, несмотря на их внешнюю кажущуюся простоту, являются одними из базисных элементов газораспределительного механизма. Понимание этого момента, а также возможных последствий в случае неисправности позволит сохранить немало нервов, времени и денежных средств.
- Автор: Александр Черноморченко
pol-z.ru
Замена направляющих втулок клапанов – испытаем ловкость рук!
При частой эксплуатации автомобиля периодическая замена направляющих втулок клапанов практически неизбежна. Эти элементы необходимы для того, чтобы снизить расход масла в двигателе. Постараемся осуществить такую операцию самостоятельно.
Как определить, что произошел износ направляющих втулок?
На всех автомобилях втулки представлены по-разному, но принцип работы у них один. От клапанов напрямую зависит, как эффективно будет проходить заполнение цилиндров маслом, или наоборот, освобождение их от продуктов сгорания. Клапаны открывают и закрывают просвет, в который поступает топливная смесь. Чтобы определить, что произошел износ направляющих втулок клапанов, есть ряд признаков, которые перечислены ниже.
Если вы заметили, что масла стало расходоваться слишком много, то стоит первым делом обратить внимание на работу клапанов. Также характерный шум в области мотора, особенно около головок, будет свидетельствовать о проблеме. Поднимите капот, заведите двигатель и внимательно послушайте, как звучит «сердце» автомобиля. Если двигатель работает, но на его фоне происходит какой-то странный шум, то вам стоит обратить внимание на всё те же клапаны.
Если по какой-то причине у вас был искривлен шток, то после его замены необходимо сразу заменить клапаны, чтобы не ждать скорого наступления их неработоспособности.
Замена направляющих втулок клапанов – собираем инструменты
Перед тем, как заменить направляющие втулки клапанов, необходимо произвести определенную подготовку. Замена втулок на всех автомобилях производится примерно одинаково. Есть небольшие отличия в двигателях определенных стран, например, порядок работ на русских и японских моторах будет различным. Чтобы произвести данную операцию, необходима специальная оправка, которую можно заказать любому знакомому токарю, или же можно обратиться в мастерскую.
Также перед заменой вам необходимо подготовить стандартный набор инструментов: ключ, отвертки, сверла и тому подобные вещи. Стоит отметить, что вам понадобится запрессовка направляющих втулок клапанов, это специальный инструмент. Данный девайс сейчас продается в магазинах, но можно также его сделать самому. В данной статье, как именно сделать этот инструмент, мы описывать не будем, но вы с легкостью сможете найти информацию в других статьях.
Как заменить направляющие втулки клапанов самостоятельно?
Итак, непосредственно приступаем к самой работе! Чтобы все прошло удачно и без каких-либо оплошностей, вам необходимо соблюдать следующую инструкцию. Сначала вставляем поочередно оправку в отверстия старых втулок и очень аккуратно, не применяя особых усилий, наносим удары молотком по самому концу оправки. Тем самым медленно и, самое главное, аккуратно мы выбиваем втулки. Затем необходимо прочистить данное освободившееся место. Лучше всего, если есть такая возможность, втулки продуйте сжатым воздухом.
Для установки новых втулок их необходимо выдержать в морозилке примерно двое суток, так они будут более сжатыми и потом плавно разместятся в посадочном месте. Дальше нам необходимо нагреть головки блока цилиндров на электроплитке примерно до температуры, равной 100 градусам, тем самым мы расширим посадочные места. Остался последний этап: надеваем на втулки стопорные кольца, вставляем их в отверстия и также аккуратно, как мы их доставали, начинаем вбивать.
Обратите внимание, если колпачки разболтались, то совсем необязательно производить замену. В данной проблеме поможет развертка направляющих втулок клапанов. Она делается вручную, вы просто утягиваете клапан до минимального значения зазора. Для впускного клапана значение примерно от 0,020-0,055 мм, а если брать выпускной клапан, то значение должно быть 0,035-0,070 мм. Чтобы полностью завершить эту статью, осталось выяснить, какие направляющие втулки клапанов лучше? Между собой они отличаются по материалу изготовления. Конечно, лучше всего, если втулки будут чугунные. Так как в данном случае, чем прочнее материал, тем он лучше для использования.
carnovato.ru
Замена направляющих втулок клапанов и седел: как выполнить качественный ремонт
Клапаны выполняют функцию впуска воздушно-топливной смеси в двигатель и выпуска из него отработанных газов. Каждый цилиндр двигателя имеет, по крайней мере, два клапана – один впускной и один выпускной. Клапан состоит из стебля и головки. Стебель клапана, перемещаясь в направляющей втулке, производит впуск/выпуск топливной смеси/отработанных газов. Когда клапан закрывается, его головка «садится» на седло, и таким образом герметизирует камеру сгорания.
Направляющие втулки и сёдла клапанов обеспечивают качество работы самих клапанов. В процессе эксплуатации они терпят износ, из-за чего не могут обеспечить необходимых характеристик двигателя. В таком случае производят их ремонт или замену.
1. Как происходит выпрессовка старых втулок
 Замена направляющих втулок клапанов – это неизбежный процесс, который необходимо периодически повторять, так как втулки во время эксплуатации изнашиваются. Перед заменой направляющих втулок необходимо извлечь клапаны и определить степень износа втулок, для чего существует два метода:
Замена направляющих втулок клапанов – это неизбежный процесс, который необходимо периодически повторять, так как втулки во время эксплуатации изнашиваются. Перед заменой направляющих втулок необходимо извлечь клапаны и определить степень износа втулок, для чего существует два метода:
Непосредственный
Для этого используют микрометр и нутромер, которыми замеряют внутренний минимальный диаметр втулки и максимальный диаметр рабочей зоны стебля клапана. Разность этих значений составляет диаметральный зазор. Также стоит учесть конусный и бочкообразный износ стебля и изменения в диаметре втулки по высоте. Эти параметры и определяют степень износа направляющих втулок. Перед измерениями необходимо очистить все поверхности от грязи.
Косвенный
Для этого метода используют индикатор часового типа, у которого есть стойка. Если измеренный зазор будет больше, чем рекомендованный инструкцией, то все измерения необходимо повторить на новом клапане. Если при сравнении параметров с новым клапаном, зазор всё равно останется большим, то нужно проводить ремонт или замену втулок.
 Многие производители автомобилей выпускают ремонтные клапаны с увеличенным диаметром, таким образом исключая необходимость замены направляющих втулок. Но, если ремонтных клапанов нет, износ направляющей втулки неравномерный или слишком большой, то придётся заменить втулки. Перед заменой на новые, старые втулки выпрессовуют.
Многие производители автомобилей выпускают ремонтные клапаны с увеличенным диаметром, таким образом исключая необходимость замены направляющих втулок. Но, если ремонтных клапанов нет, износ направляющей втулки неравномерный или слишком большой, то придётся заменить втулки. Перед заменой на новые, старые втулки выпрессовуют.
Для выпрессовки старых втулок обычно применяют ударный метод, при чём головку цилиндра предварительно переворачивают. Понадобятся оправка и молоток (либо другой ударный инструмент).
Оправку из латуни или бронзы устанавливают со стороны седла, а потом по ней наносят удары при помощи молотка. Чтобы посадочное гнездо не повредилось, оправку выбирают ступенчатую, которая по меньшему диаметру входит во втулку на 30-40 мм с зазором, а по большему диаметру – вольно проходит через отверстие в головке цилиндров.
Когда производится выпрессовка втулок, головку цилиндра следует нагреть до +150 градусов Цельсия, чтобы натяг немного уменьшился. Нагревать лучше в электропечи, но на крайний случай, подойдёт и обычная электроплитка.
 Если втулка крепко «засела» в гнезде, то её можно высверлить обычным станком для сверления. Ручную электродрель лучше не использовать, так как с большой долей вероятности посадочное гнездо повредиться или получится перекос. Втулку можно высверлить не полностью. При стенке с толщиной в 1 мм, остальную часть втулки очень просто выбить.
Если втулка крепко «засела» в гнезде, то её можно высверлить обычным станком для сверления. Ручную электродрель лучше не использовать, так как с большой долей вероятности посадочное гнездо повредиться или получится перекос. Втулку можно высверлить не полностью. При стенке с толщиной в 1 мм, остальную часть втулки очень просто выбить.
Поверхность гнезда после выпрессовки должна быть идеально гладкой, полностью чистой и не иметь царапин, шероховатостей и «черноты». Для этого её дополнительно обрабатывают.
2. Как измерить натяг втулки перед заменой
Новые втулки нельзя запрессовывать в головку цилиндров двигателя, если предварительно не измерить фактический натяг.
Натяг втулки – это превышение её диаметра над диаметром отверстия для запрессовки на небольшую величину. Установка втулок с натягом обеспечивает более надёжное и долговечное крепление.
Для измерения натяга втулки, нужно с высокой точностью определить диаметр гнезда для новой втулки и диаметр самой втулки. Диаметр втулки должен быть больше, чем диаметр гнезда на 0,03-0,05 мм.
Если гнездо «слабое» и натяг недостаточен, то необходимо будет использовать втулки большего диаметра. А если диаметр гнезда недостаточен, то увеличить его можно при помощи сверлильного станка. Для ремонтной втулки натяг должен быть больше, чем для новой, так как в старом гнезде поверхность уже была деформирована и понадобиться более надёжная установка.
3. Как запрессовать втулки клапанов
 Перед тем, как запрессовать втулку рекомендуется обеспечить разную температуру деталей. Втулки нужно охладить до -150 градусов по Цельсию, а головку цилиндра – нагреть до температуры больше +50 градусов по Цельсию. Разность температур нужна, чтобы посадочное место в головке цилиндра перетерпело меньше повреждений и, чтобы уменьшить усилие, необходимое для запрессовки. Во время запрессовки новых втулок не лишним будет смазывание поверхностей трения жидким машинным маслом.
Перед тем, как запрессовать втулку рекомендуется обеспечить разную температуру деталей. Втулки нужно охладить до -150 градусов по Цельсию, а головку цилиндра – нагреть до температуры больше +50 градусов по Цельсию. Разность температур нужна, чтобы посадочное место в головке цилиндра перетерпело меньше повреждений и, чтобы уменьшить усилие, необходимое для запрессовки. Во время запрессовки новых втулок не лишним будет смазывание поверхностей трения жидким машинным маслом.
Иногда втулки запрессовывают без обеспечения разности в температуре, но это делать не рекомендуется, так как сплав при большом натяге перетерпит деформации, а реальный натяг уменьшиться. Позже, когда двигатель начнёт работать, посадка ослабиться и клапан будет перегреваться, что связано с неправильным отводом тепла от стержня клапана. Очень быстро втулка начнёт колебаться в гнезде, и ремонт придётся проводить заново.
Запрессовку делают тем же ударным методом, что и выпрессовку, используя оправку и молоток. Производить запрессовку нужно быстро, 2-мя-3-мя ударами по оправке молотком. Если у втулки тонкий поясок для посадки колпачка, оправку нельзя опирать на этот поясок, так как втулка поломается.
 Когда втулки остынут после запрессовки, их отверстия калибруют алмазными развёртками (стальные развёртки подвержены быстрому износу), которые дадут необходимый размер отверстий. После обработки отверстий, следует проверить зазоры клапанов втулок. Для впускных они должны быть 0,02-0,04 мм, а для выпускных клапанов – 0,03-0,04 мм. Минимальные зазоры (особенно у выпускных клапанов) не нужны, потому что это спровоцирует заклинивание в их работе.
Когда втулки остынут после запрессовки, их отверстия калибруют алмазными развёртками (стальные развёртки подвержены быстрому износу), которые дадут необходимый размер отверстий. После обработки отверстий, следует проверить зазоры клапанов втулок. Для впускных они должны быть 0,02-0,04 мм, а для выпускных клапанов – 0,03-0,04 мм. Минимальные зазоры (особенно у выпускных клапанов) не нужны, потому что это спровоцирует заклинивание в их работе.
4. Ремонт сёдел клапанов
 Совместная работа седла и клапана должна обеспечить полную герметичность двигателя на весь срок его эксплуатации. Для этого на седле делают специальную рабочую фаску, которая для нормального функционирования должна, с одной стороны, иметь минимальную ширину (чтобы обеспечить герметичность важна не площадь контактирующих поверхностей, а давление в сопряжении). Но, с другой стороны, по ней отводится большая часть теплоты от клапана, а потому она должна быть как можно шире.
Совместная работа седла и клапана должна обеспечить полную герметичность двигателя на весь срок его эксплуатации. Для этого на седле делают специальную рабочую фаску, которая для нормального функционирования должна, с одной стороны, иметь минимальную ширину (чтобы обеспечить герметичность важна не площадь контактирующих поверхностей, а давление в сопряжении). Но, с другой стороны, по ней отводится большая часть теплоты от клапана, а потому она должна быть как можно шире.
Так что при ремонте сёдел стоит учитывать рекомендации производителя (руководство по эксплуатации автотранспортного средства), чтобы подобрать оптимальные параметры для сёдел. Помимо рабочей, на сёдлах также имеются вспомогательные фаски, которые нужны, чтобы обеспечить нужный диаметр и ширину рабочей фаски.
Во время эксплуатации, поверхность сёдел изнашивается и теряет нужную форму. Из-за этого во время перегрева двигателя на них появляются прогары и раковины. Так что периодически приходится производить ремонт или замену сёдел клапанов.
Главная задача, когда производится ремонт седел клапанов или замена седел – это добиться нужной соосности отверстия втулки и рабочей фаски, а также создать определённый профиль седла, который рекомендован производителем.
Перед тем как ремонтировать седло, нужно произвести восстановление направляющей втулки и ни в коем случае не наоборот. Если эту последовательность нарушить, то будет очень сложно добиться герметичности.
 Для восстановления, сёдла обрабатывают при помощи разных инструментов. Обычно, для этого используют угловые ручные фрезы с креплением пожёстче на направляющем стержне. Эти фрезы могут изготавливать с твердосплавными пластинами или из инструментальной стали с углами на вершине 30, 45, 60 градусов.
Для восстановления, сёдла обрабатывают при помощи разных инструментов. Обычно, для этого используют угловые ручные фрезы с креплением пожёстче на направляющем стержне. Эти фрезы могут изготавливать с твердосплавными пластинами или из инструментальной стали с углами на вершине 30, 45, 60 градусов.
Но если у инструмента изношены детали, то будут наблюдаться люфты направляющего стержня. Из-за этого будет тяжело добиться нужной соосности втулки и седла, так что перед ремонтом сёдел следует заменить детали фрезы на новые.
При обработке седла в нём формируют определённый профиль: уплотнительную фаску и ещё две, примыкающих к ней фаски. У большего количества двигателей фаска имеет угол в 45 градусов, и ширину 1,5 миллиметра. У примыкающих фасок углы достигают 60 и 30 градусов.
Обработку уплотнительной рабочей фаски нужно вести, пока не получиться полностью ровная поверхность.
5. Окончательный этап: притирка клапанов
Притирка клапанов – это последний этап обработки седла и стыка клапана.
Если поверхности седла и фаски обработаны точно, то притирка не требуется, и она даже вредна, поэтому при профессиональном ремонте притирку клапанов не делают. Но если детали были обработаны вручную и их поверхность получилась не идеальной, то притирку клапанов выполнить необходимо.
Главное, что следует приобрести перед притиркой клапанов – притирочная паста, которая исполняет функцию мелкой шкурки. Притирочная паста бывает крупнозернистой (используется для первоначальной обработки) и мелкозернистой (используется для окончательной обработки). Во время притирки её наносят на сёдла и кромки клапанов.
Притирку клапанов выполняют при помощи дрели, отвёртки или с использованием специальных инструментов для притирки. Для этого поверхности смазывают притирочной пастой, вставляют клапан в гнездо и крепят к нему выбранный инструмент, после чего начинают вращать по окружности. После окончания процесса остатки пасты и частицы металла стирают влажной салфеткой.
Для контроля качества выполненной притирки, следует обратить внимание на поверхность фасок и клапана. Если на них образовалась замкнутая блестящая дорожка шириной 2-3 миллиметра, значит процесс притирки завершён, и всё было сделано правильно.
Подписывайтесь на наши ленты в Facebook, Вконтакте и Instagram: все самые интересные автомобильные события в одном месте.
Была ли эта статья полезна?Да Нет
auto.today
Замена направляющей втулки клапана: конструкция механизма
Замену направляющих втулок клапанов необходимо осуществлять при ремонте головки блока цилиндров, а также при чрезмерном износе элементов. Отечественные автомобили обладают значимым преимуществом – их можно ремонтировать самостоятельно, имея под рукой минимальное количество инструментов и приспособлений.
Также в магазинах имеется большой выбор запасных частей различных производителей, поэтому с ними проблем не возникает никогда. Однако при регулировке клапанов на переднеприводных автомобилях требуются шайбы, они не всегда есть в свободной продаже. А вот направляющие втулки меняются относительно просто. Такая процедура обеспечит нормальное функционирование двигателя.
Зачем нужна втулка

Для того чтобы обеспечить стабильную и бесперебойную работу двигателя внутреннего сгорания, используется головка блока конструкции. В ней имеются такие элементы:
- Направляющие втулки клапанов.
- Клапаны.
- Тарелки и пружины клапанов.
- Сухари для фиксации элементов.
- Сальники для недопущения попадания масла в камеры сгорания.
При замене направляющих втулок клапанов ВАЗ-2109 нужно обеспечить максимальную чистоту. Все работы проводить только на верстаке, перед установкой обязательно очищать все элементы от загрязнений. В противном случае частицы пыли попадут внутрь камеры сгорания и повредят поверхность гильз.
Клапаны устанавливаются в отверстия, через которые проходит топливная смесь и выхлопные газы. Чем точнее будет работать система клапанов, тем выше мощность двигателя, его крутящий момент. Если направляющая окажется немного деформированной, то это приведет к тому, что ножка поршня не сможет нормально перемещаться – ей будет мешать сила трения. Из-за этого эффективность работы всего механизма снижается в несколько раз. Вероятность обрыва ремня ГРМ увеличивается.
Конструкция клапанной системы
На каждом клапане имеются тарелки – рабочие части дисковидной формы. Они максимально плотно прилегают к гнезду. Чтобы обеспечить максимально плотное соединение, потребуется при проведении ремонта делать притирку. Для этого используются специальные абразивные пасты. Вторая часть клапана – это шток с прорезями на конце. С его помощью передается поступательное и возвратное движение к тарелке. Благодаря этому отверстие в головке блока своевременно открывается и закрывается.
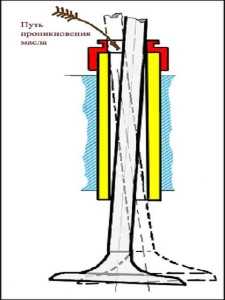
Для обеспечения движения клапана строго по оси используются втулки. Конструкция у них такая, что ножка клапана не может смещаться в стороны – только вверх или вниз. Между внутренней частью втулки и штоком нет зазоров, поэтому через нее не сможет пройти моторное масло в камеру сгорания. Хотя для этой цели устанавливаются сальники. Но со временем необходимо проводить замену направляющих клапанов, так как под действием силы трения они все равно разрушаются.
Когда нужно менять втулки
Обязательно нужно убедиться в том, что неисправны именно втулки. Аналогичные признаки могут возникнуть и при выходе из строя сальников. Когда необходимо менять направляющие на клапанах?
- При наличии в камерах сгорания моторного масла. При этом из выхлопной трубы идет сизый дым, увеличивается расход масла.
- Если имеются стуки и иные посторонние звуки, доносящиеся со стороны головки блока цилиндров.
- Если осуществляется ремонт головки блока, обязательно устанавливайте новые направляющие.
- При замене всех клапанов в ГБЦ после повреждений (при обрыве ремня газораспределительного механизма).
- При проведении капитального ремонта головки блока.

Подготовка к ремонту
Максимально тщательно нужно проводить ремонт головки и механизмов газораспределения. Необходимо наличие нескольких специальных инструментов, набора ключей явно будет недостаточно. Замена направляющих втулок клапанов ВАЗ-2106 проводится точно так же, как и на любой другой модели. Конструкция отличается, но незначительно. Мастеру потребуется такой инструмент:
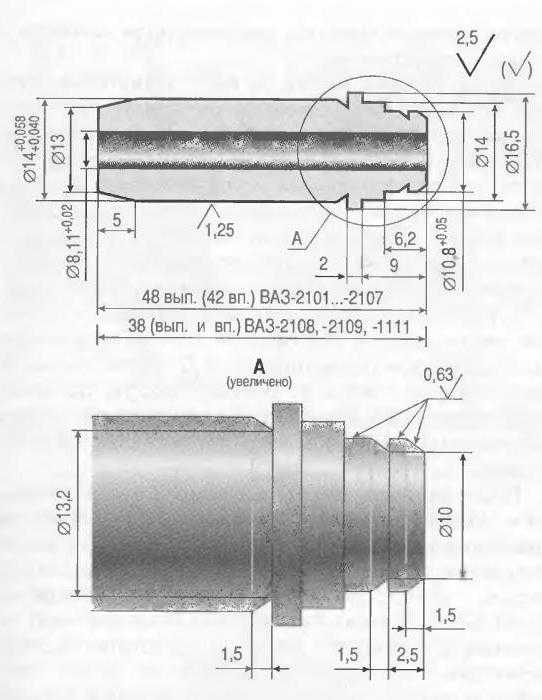
- Оправка для выпрессовки направляющих из посадочных мест. Ее можно изготовить на токарном станке или приобрести в магазине. Заводские изделия имеют рукоять и рабочую часть, которая представляет собой металлический стержень с диаметром, немного меньшим, нежели у втулки. На конце часть тоньше – она свободно проникает во внутреннее отверстие втулки клапана.
- Специальные развертки с размерами 8,022..8,040 (для клапанов впуска) и 8,029..8,047 (для клапанов выпуска). С помощью этих приспособлений, которые представляют собой удлиненные сверла, можно увеличить диаметр отверстий в головке блока под установку направляющих до нужного размера.
Все работы желательно проводить при снятой головке. Обязательно снимаете клапаны, сальники, распределительный вал и остальные элементы.

Последовательность действий
Заранее очистите от загрязнений все элементы головки блока. Новые направляющие положите в морозильную камеру за пару дней до начала ремонта. Алгоритм выполнения работ такой:
- Вставляете оправку с внутренней стороны, наносите удары молотком, чтобы выбить старые втулки. Делайте это максимально аккуратно, чтобы не повредить элементы ГБЦ. Извлеките все направляющие.
- Очистите места под установку новых втулок. Используйте для этого растворитель и щетку. После обязательно продуйте сжатым воздухом.
- Прогрейте головку блока на электроплите до 100 градусов. Во время этого процесса посадочные отверстия расширятся, установить втулки будет проще.
- Установите на втулки стопорные колечки.
- Вставьте направляющие в посадочные отверстия, забейте их при помощи оправки до упора.

Завершение работ
Прежде чем устанавливать клапаны, доработайте внутренние отверстия во втулках. Для этого дайте головке блока полностью остыть. Попробуйте установить клапаны – если они не входят, то воспользуйтесь разверткой для увеличения отверстия. Сначала используете самый маленький размер. Обязательно после каждого прохода примеряйте клапан.
Вам нужно добиться максимальной плотности посадки клапана во втулке. При замене направляющих втулок клапанов ВАЗ-2112 обязательно наметьте положение впускных и выпускных отверстий. Впускные втулки короче выпускных, поэтому при монтаже их спутать невозможно.
fb.ru
Замена направляющих втулок клапанов на автомобилях ВАЗ 2106 и 2109
Огромным преимуществом российского автопрома является возможность не только замены, но и полноценного ремонта всех узлов и агрегатов автомобилей. Довольно часто автовладельцы проводят полный разбор двигателей ВАЗ 2106 и ВАЗ 2109 и меняют все его составляющие, в том числе и направляющие втулки клапанов.
Конструкция ГБЦ и клапанов
Функционирование клапанного механизма на машинах ВАЗ 2106 и ВАЗ 2109 зависит от работы цепного привода (современные модели авто оснащаются ремёнными приводами).
Устройство головки блока цилиндров довольно примитивное: это сёдла, пружины, направляющие втулки. Захлопывание клапанов в системе осуществляется автоматически при помощи встроенных пружин. Чтобы в камеру сгорания не просачивалось моторное масло, на втулку крепится маслосъёмный сальник.
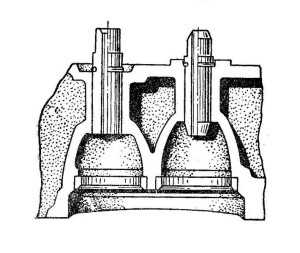
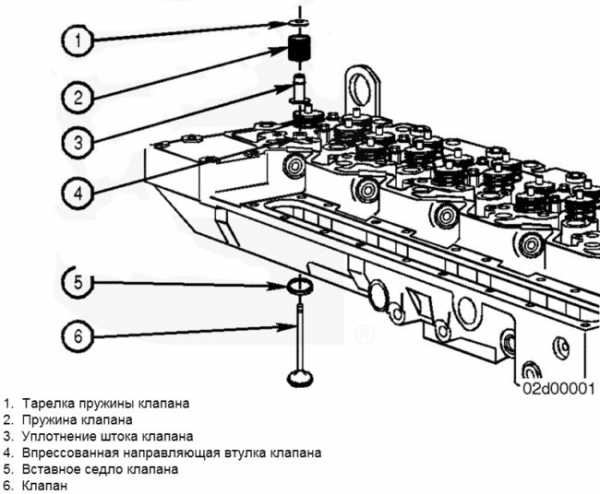 Схема головки блока цилиндров ВАЗ 2106
Схема головки блока цилиндров ВАЗ 2106 Клапанный механизм работает в сложных условиях с высокими температурами и масляным голоданием. Основной его задачей является обеспечение герметичности всей системы. Проблемы в его работе могут стать причиной снижения мощности, повышения расхода топлива и быстрого износа ГРМ.
Общее устройство втулок головки блока цилиндров
На современных машинах головки клапанов выполнены из специальных сплавов.
 Направляющие втулки клапанов ВАЗ 2106
Направляющие втулки клапанов ВАЗ 2106На ВАЗ 2109, к примеру, направляющие изготовлены из износостойкого материала и запрессованы в головку при высокой температуре, поэтому сменить их достаточно сложно. Но проводить процедуру замены всё же нужно, поскольку втулка, несмотря на её прочность, со временем изнашивается, теряя герметичность. Проблема особенно актуальна для двигателей с большим количеством клапанов.
Назначение гильз
Основная задача клапанов — подача в камеру сгорания топливно-воздушной смеси и вывод из неё выработанных газов. У каждого из цилиндров мотора имеется два клапана — впускной и выпускной. В направляющей втулке движется шток, который и впускает/выпускает отработанные газы и топливную смесь. Герметизация камеры сгорания происходит за счёт точной «посадки» головки на седло.
Качество работы клапанов двигателя зависит от направляющих втулок и сёдел. Во время эксплуатации они изнашиваются и не могут поддерживать высокую производительность двигателя. В такой ситуации их придётся менять.
Почему гильзы могут выйти из строя
Основной причиной выхода из строя направляющих втулок является их износ. В результате увеличивается расход смазочной жидкости, так как люфт деталей приводит к быстрому выходу из строя маслосъёмного колпачка и масло просачивается в камеру сгорания. В результате наблюдается образование нагара, нарушение температурного режима работы мотора, увеличение токсичности отработанных газов и поломка катализатора (если он в машине есть).
 Изношенные втулки клапанов ВАЗ 2106
Изношенные втулки клапанов ВАЗ 2106 Своевременная замена моторного масла и правильная эксплуатация ДВС автомобиля позволяет продлить срок службы втулок и менять их каждые 180–200 тысяч километров пробега. Однако из-за зазоров клапанов и несоответствия моторного масла рекомендуемым нормам может произойти боковой износ втулок и снижение подвижности клапанов по оси штока из-за увеличения радиальной нагрузки на него. По этой причине после смены маслосъёмных колпачков обязательно проводят корректировку зазора в направляющих втулках. При слишком большом зазоре и выявлении люфта втулки в обязательном порядке меняют.
Признаки неисправности направляющих гильз
Износ направляющих втулок клапанов легко и быстро определяется владельцем транспортного средства. Основной симптом этой неисправности — увеличение расхода моторного масла.
Первое, что стоит проверить при увеличении расхода моторного масла, это клапаны двигателя автомобиля. Ещё одним признаком неисправности может стать характерный шум мотора в области головок. Самый лёгкий способ проверить это — открыть капот автомобиля, запустить двигатель и внимательно прислушаться. Если на фоне работы мотора будет заметен странный и необычный шум, то стоит провести диагностику клапанов и направляющих втулок.
Инструменты и материалы
Замена направляющих втулок проводится с использованием следующего инструментария:
- молоток;
- развёртки на 8.022 и 8.028;
- оправка для выпрессовки и запрессовки втулок.
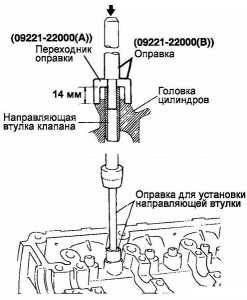
Втулки меняют с помощью ступенчатой оправки — латунного либо бронзового инструмента. Упирается он в направляющую втулку, после чего она выбивается ударом молотка. Такой способ выпрессовки не так вредит ГБЦ, как использование обычного молотка и зубила. Специальный съёмник используется не только для снятия втулок, но и для их замены.
 Ступенчатая оправка, используемая для выпрессовки направляющих втулок ВАЗ 2106
Ступенчатая оправка, используемая для выпрессовки направляющих втулок ВАЗ 2106 Лучшим инструментом для замены направляющих втулок является съёмник-выпрессовщик. Такие приспособления позволяют снимать втулки клапанов без повреждения посадочной плоскости на ГБЦ. Наличие этого инструмента позволяет избежать задиров и других дефектов ГБЦ, которые могут появиться при использовании оправки и молотка.
 Съёмник-выпрессовщик для направляющих втулок ВАЗ 2106— универсальный инструмент
Съёмник-выпрессовщик для направляющих втулок ВАЗ 2106— универсальный инструмент Как заменить клапанные втулки на ВАЗ 2106
- Открыть доступ к втулкам клапанов за счёт проворачивания двух крайних шпилек, которые мешают установить оправку. Отворачиваются они методом навинчивания на них четырёх гаек попарно. Можно прибегнуть к специальному шпильковёрту.
 Шпильки ГБЦ ВАЗ 2106 откручиваются для доступа к клапанам
Шпильки ГБЦ ВАЗ 2106 откручиваются для доступа к клапанам - Направляющая втулка легко выпрессовывается ударами молотка по вставленной оправке. Прежде чем приступать к извлечению старой втулки, необходимо перевернуть ГБЦ.
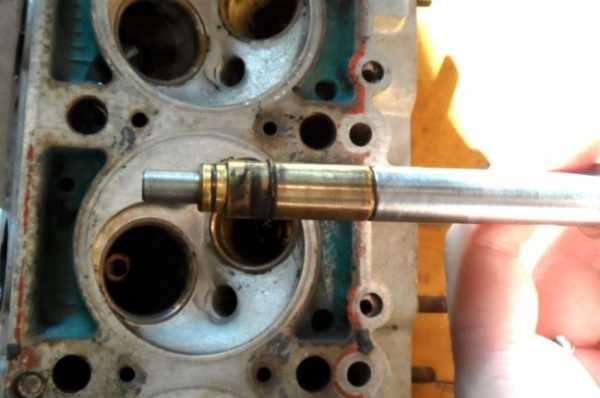
 Выпрессовка направляющей втулки ВАЗ 2106 из гнезда с помощью специального инструмента
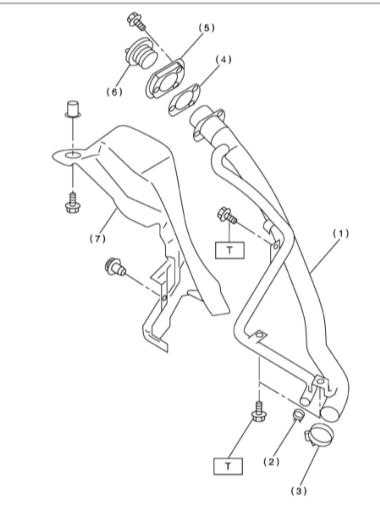
Выпрессовка направляющей втулки ВАЗ 2106 из гнезда с помощью специального инструмента - Деталь устанавливается в седло, затем молотком и оправкой запрессовывается до упора в плоскость ГБЦ. На втулки надеваются стопорные кольца и в таком состоянии проводится их запрессовка. Втулки впускных клапанов на ВАЗ 2106 несколько короче, чем втулки выпускных клапанов. Изнутри они покрыты канавками, которые смазывают клапаны. Длина канавок различается у впускных и выпускных клапанов: в первом случае они идут только до половины седла, во втором — до его дна.
 Запрессовка новых направляющих втулокВАЗ 2106
Запрессовка новых направляющих втулокВАЗ 2106 - По окончании монтажа втулок их отверстия разворачиваются, причём их диаметр различается.
 Отверстия направляющих втулок ВАЗ 2106 разворачиваются после монтажа
Отверстия направляющих втулок ВАЗ 2106 разворачиваются после монтажа
Замена клапанных гильз на ВАЗ 2106 — видео
Установка направляющих втулок на ВАЗ 2109
- Смена направляющих втулок на ВАЗ 2109 начинается с фиксации на детали съёмника посредством обточенных гаек. Центральная часть инструмента придерживается верхним ключом, а при помощи нижнего выпрессовывается направляющая втулка. Её выход из гнезда сопровождается характерным щелчком, после этого деталь вынимается.
 Направляющие втулки клапанов ВАЗ 2106 выпрессовываются съёмником
Направляющие втулки клапанов ВАЗ 2106 выпрессовываются съёмником -
Чтобы облегчить процесс установки втулки, её обрабатывают моторным маслом. Деталь запрессовывается в седло клапана при помощи конической втулки. При этом для впускного и выпускного клапанов втулки выбираются таким образом, чтобы резьба на направляющей детали была длиннее на несколько сантиметров.
- Желательно, чтобы детали имели разную температуру: головка блока цилиндров должна быть нагрета до 150оС, втулка, наоборот, охлаждается. Если не создать разницу температур, то можно спровоцировать деформацию алюминиевого сплава, в результате чего в металле возникнут слишком большие внутренние напряжения. Это может привести к перегреву клапанов двигателя.
- На втулке располагается кольцо, по которому определяется её правильная посадка. После установки детали на ней развёртывается отверстие при помощи специального инструмента. Диаметр отверстия можно проверить нутромером — он должен соответствовать параметру, указанному в технической документации автомобиля. Если данные совпадают, то устанавливают клапан. При неплотном прилегании втулки к седлу её правят с помощью шарошки.
 Подводка седла клапанов ВАЗ 2109 при помощи шарошки
Подводка седла клапанов ВАЗ 2109 при помощи шарошки - После монтажа новых втулок в ГБЦ могут появиться зазоры из-за потери соосности. Чтобы устранить данную проблему, необходимо провести притирку клапанов. С этой целью сёдла клапанов ещё раз обрабатываются шарошкой. Процедура установки новых втулок завершается после окончательной притирки клапанов.
Итак, поменять направляющие втулки можно как самостоятельно, так и в автосервисе. Это довольно простая в исполнении процедура, которая может значительно продлить срок эксплуатации двигателя автомобиля.
autozam.ru